

Our technical textiles
are outstanding
Innovating together – this is what drives us every day and enables us to play a leading role. The breadth of our technical capabilities is unique in the market and offers you a virtually unlimited number of solutions. A capability that we have built up over 90 years with our relentless drive for perfection.

Unlimited technical possibilities
Over the decades, we have continuously developed our technical procedures and processes, made them more efficient and powerful and fundamentally improved them. For your products, this opens up all conceivable and imaginable possibilities to implement your requirements in the best possible way.
There are practically no limits to possible applications and we also provide intelligent, resource-saving and state-of-the-art solutions for your needs. With our products we want to give you a head start in the market which puts you in front of your competitors.
We are your experts – in many sectors
Bonding processes

Value adding processes
Composite possibilities
1/4
1/2
1/2
Your requirements – our solutions
Your specific requirements for the material properties of our nonwovens determine what we individually develop and produce for you in the highest quality using the most advanced manufacturing processes. Challenge us and our experts with your material and performance requirements. Our decades of know-how and expert knowledge enable us to apply our wide range of technologies across industries and systems and incorporate them into our pragmatic innovation processes – to provide you with the decisive advantage.

The range of our technical innovations is reflected in optimal applications as well as in cost-efficient and climate-friendly products or processes. No matter what specific properties your product requires, we will find a solution for your individual needs.
- Benefit from the broadest technology platform on the market
- Secure maximum advantages through individually tailored solutions
- Benefit from our modern technology standard
More about
our technical
capabilities?
We work with you to find the right solution for every market. Whether we draw from our comprehensive standard portfolio or work with you to develop a customized product that is perfectly tailored to the needs of your market, you are in good hands with us.
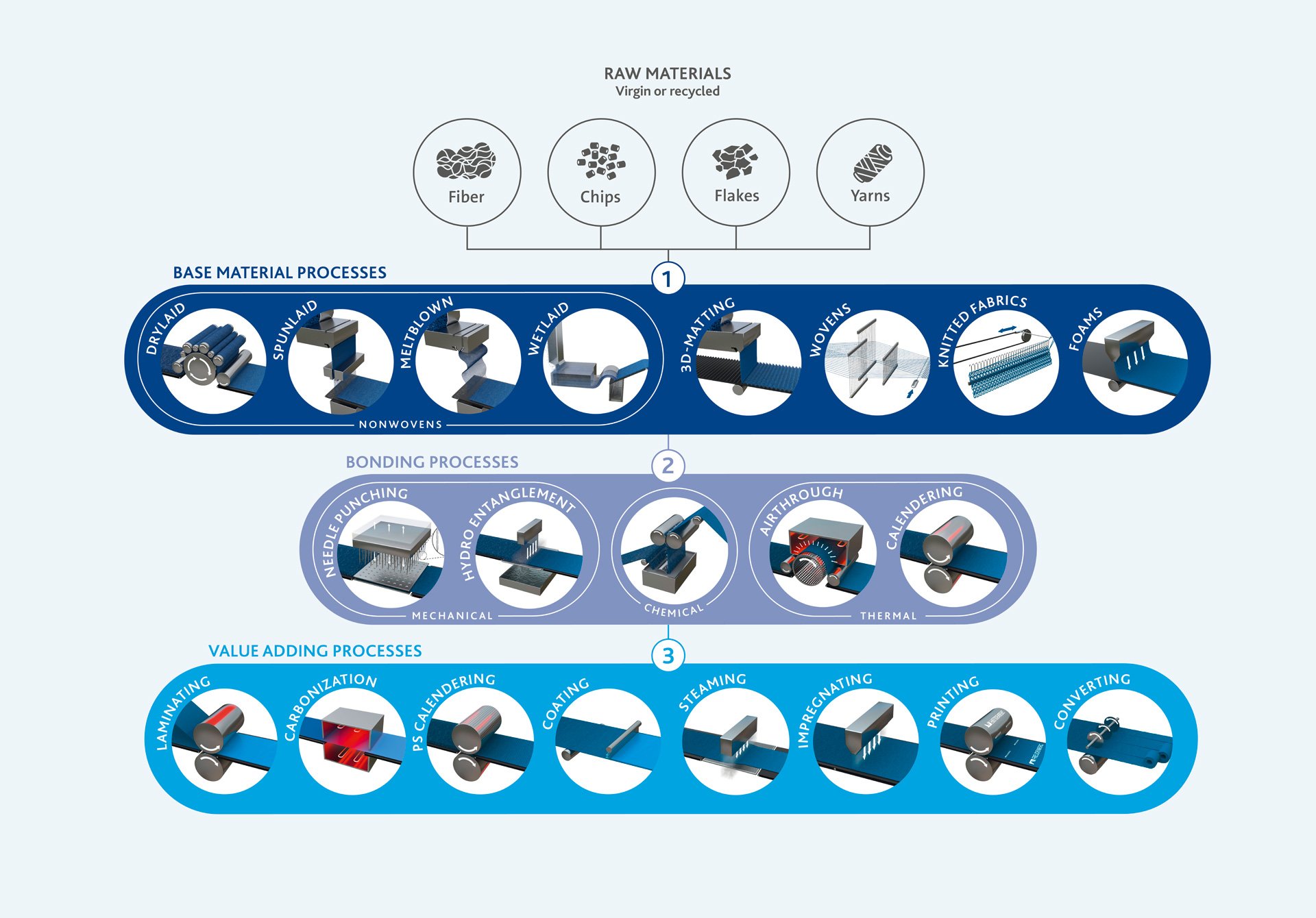
1. Our base material processes
Using sophisticated manufacturing processes, we produce pioneering high-tech materials for innovative product solutions. Our core competence is modern high-performance nonwovens, which are used in a wide variety of applications. Our portfolio also includes special 3D mats, high-quality fabrics and foams that set high standards.
Nonwovens
Back in 1936, we developed a unique nonwoven fabric using an innovative process. This makes us one of the pioneers of nonwoven technology and we hold a large number of patents for various manufacturing processes. Put your trust in our know-how and decades of expertise. We manufacture our nonwovens industrially using state-of-the-art processes:
- Drylaid processes
- Spunlaid processes
- Meltblown processes
- Wetlaid processes
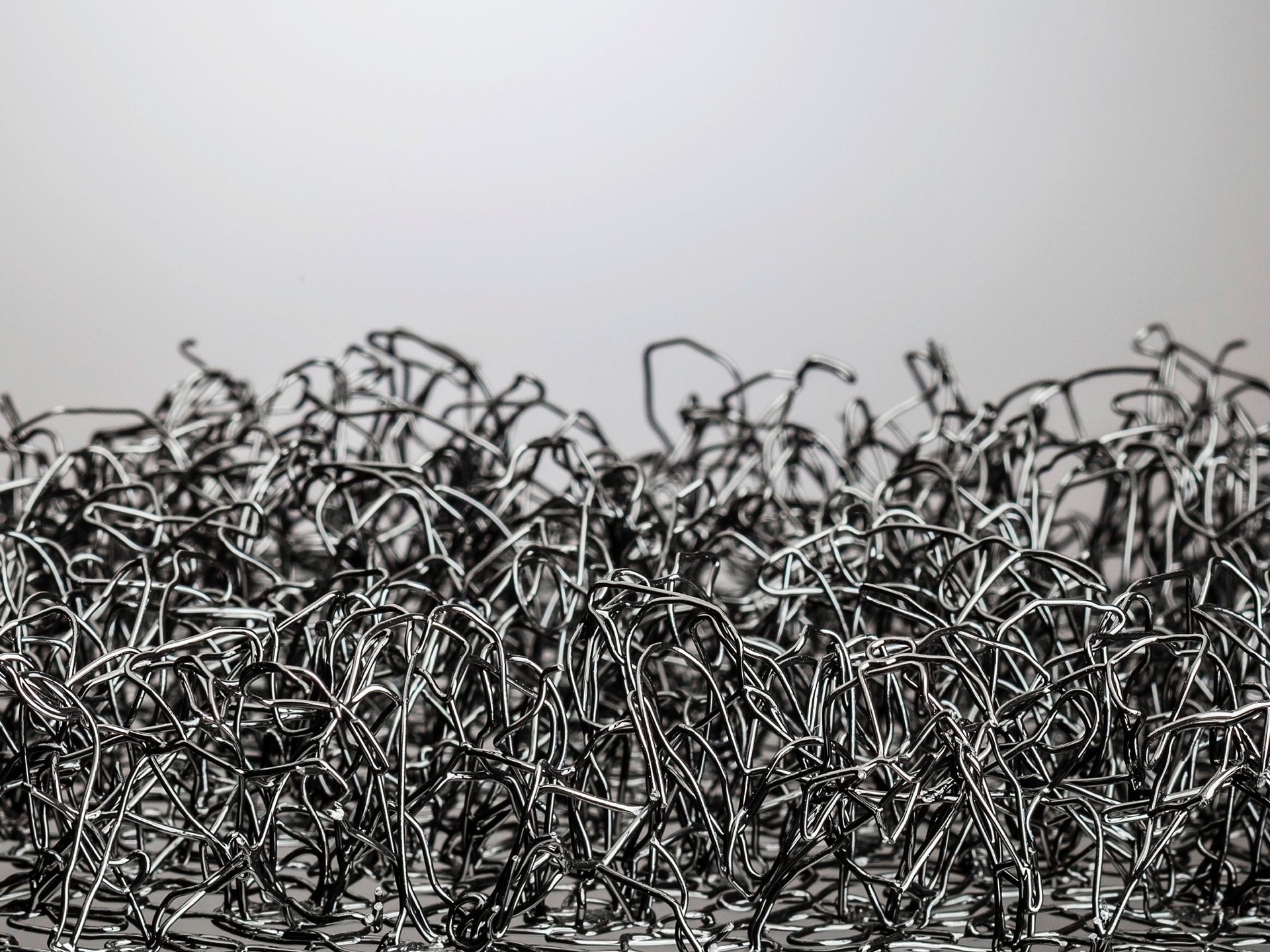
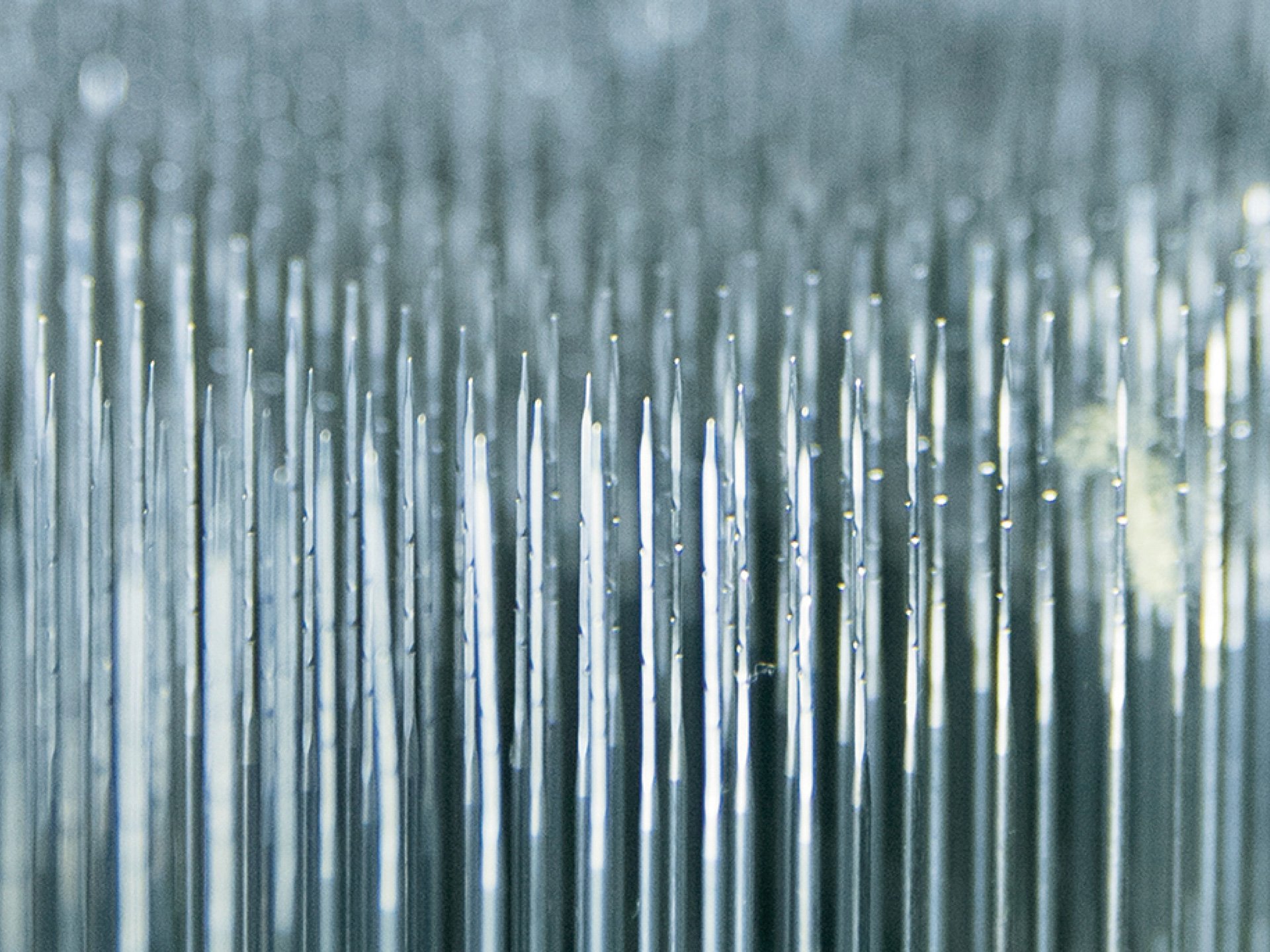
3D-Matting
The 3D matrix mats represent another pioneering achievement by our project engineers. The 3D concept was developed back in the late 1960s and has since been further improved using new technologies and intelligent combinations with other materials. The 3D matrices are manufactured from polymer monofilaments in various weights and thicknesses and formed into different profiles. They meet your diverse requirements for strength, flexibility, flow speed, compressibility or other specifications. Basic properties are:
- Polymers: polypropylene, polyester and polyamide with additives as required
- Pyramid, waffle, U- and V-shape
- Thickness up to 22 mm with an openness of up to 95%
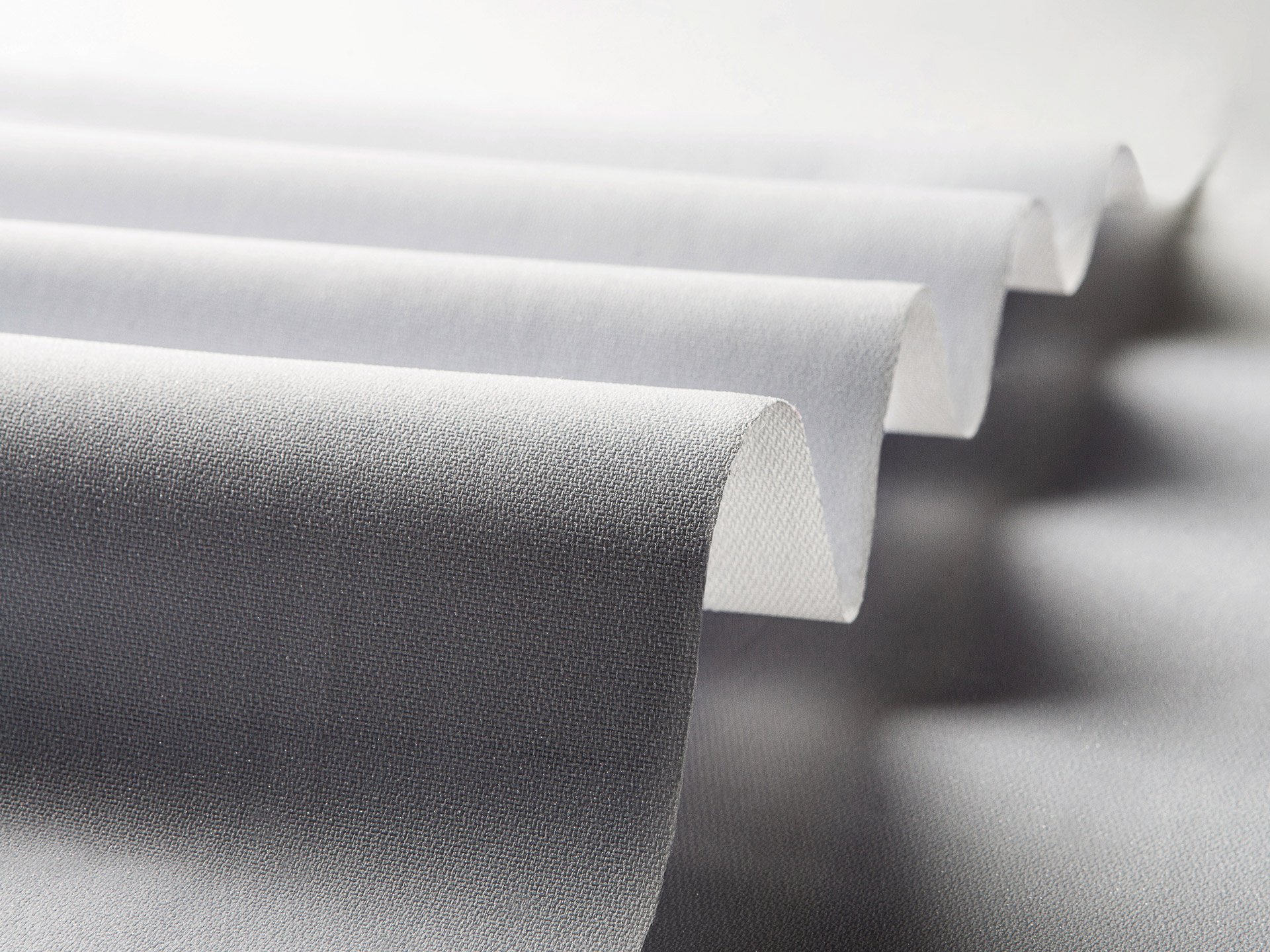
Woven and knitted fabrics
Our technical fabrics are based on precise interlacing of warp and weft threads. Depending on the weave, uniform, stable and functional structures with excellent tear resistance, optimum surface stability and a variable surface are created. Our knitted and warp-knitted fabrics are produced by stitch formation from one or more thread systems - including cross-thread systems (weft insertion). Depending on the weave and material, inelastic, mono-elastic or bi-elastic textiles with a smooth or voluminous feel are created, ideal for technical applications with specific stretch requirements. With our versatile production and processing methods, we offer solutions exactly according to your specifications:
- Plain, twill or panama weave
- Circular knitted fabric, warp knitted or raschel fabric with weft insertion or low warp non-woven fabric
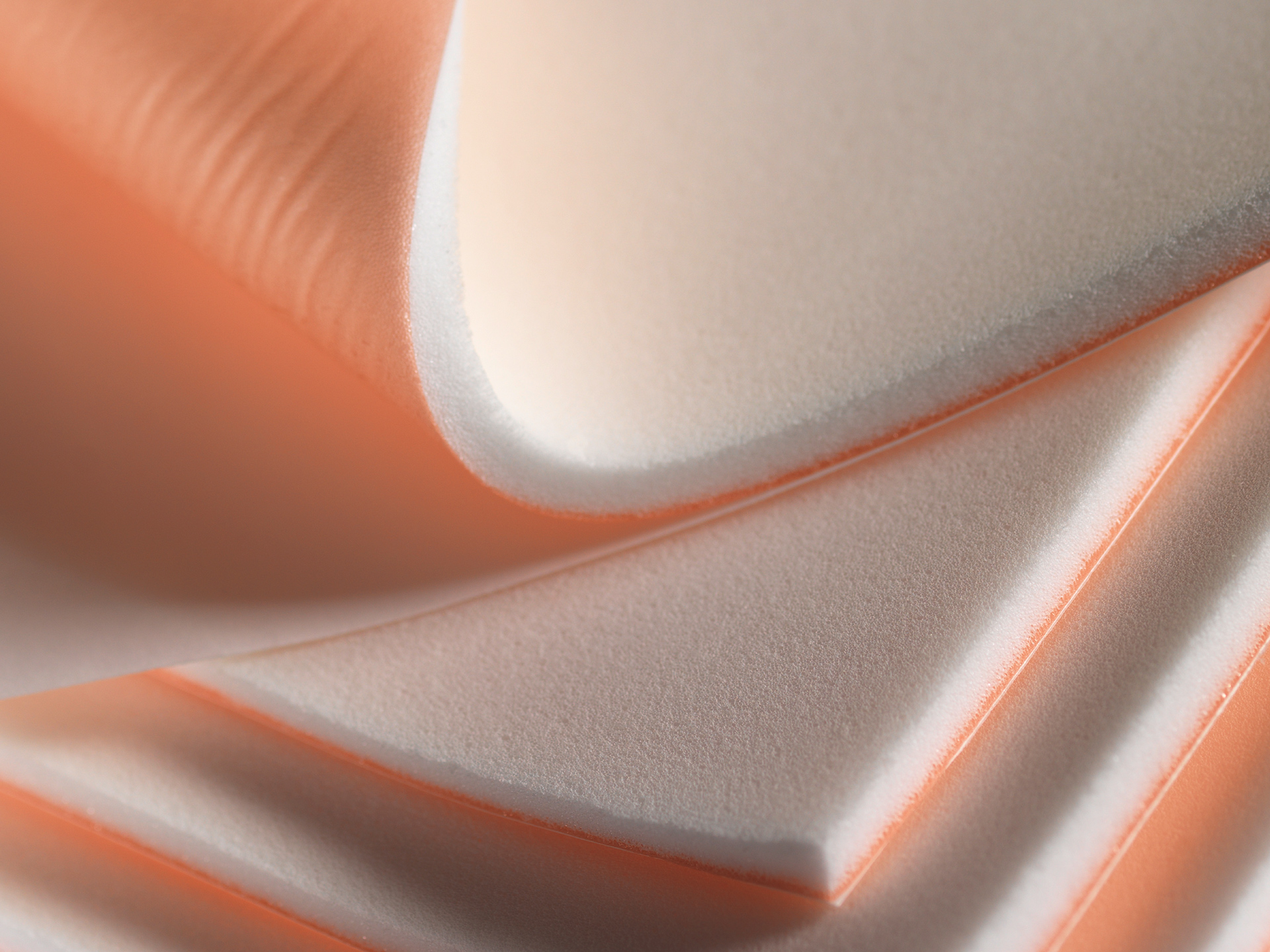
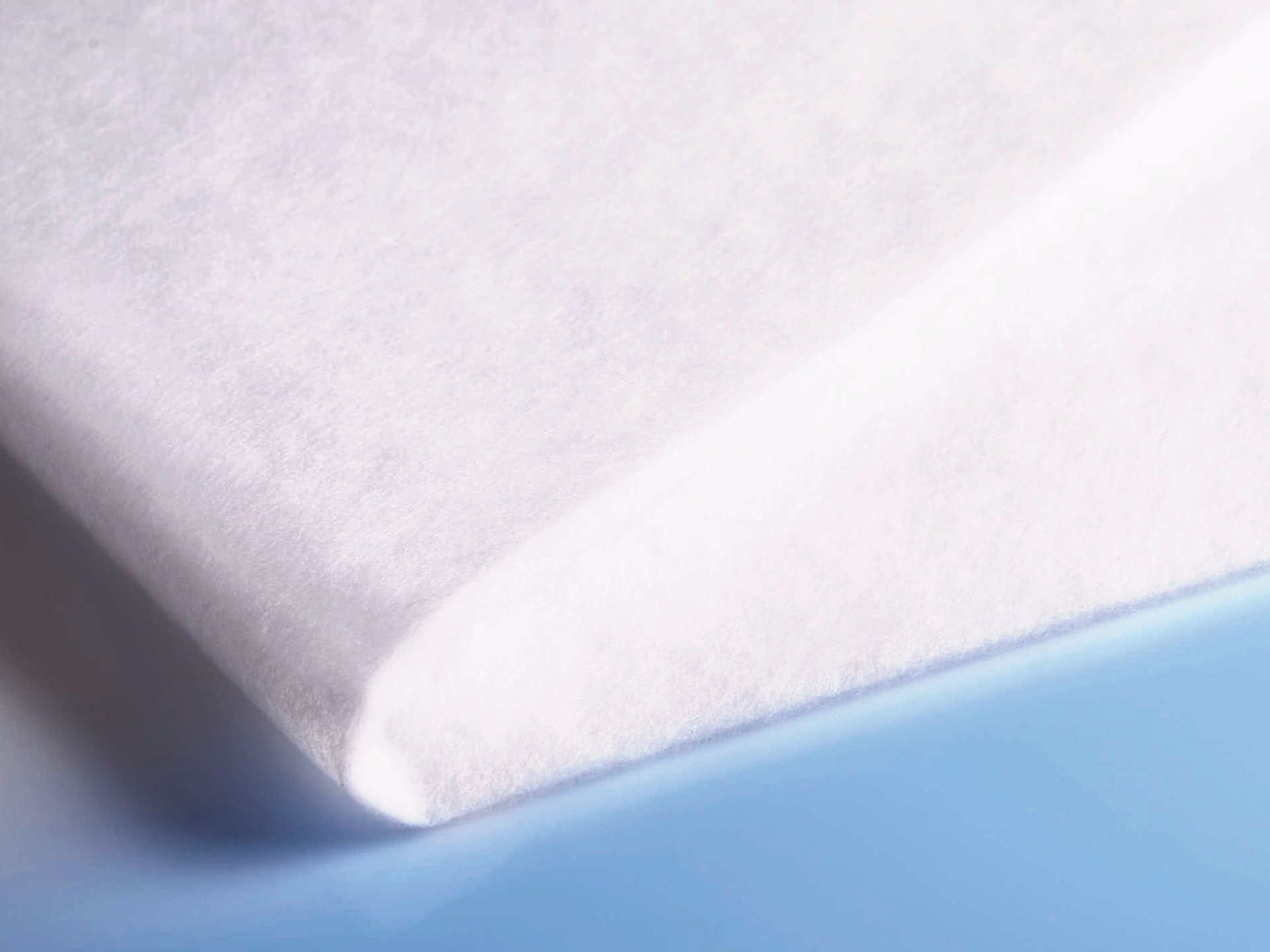
Foams
Our specialty are hydrophilic polyurethane foams. They impress with their excellent absorption and retention capacity, as they can absorb up to 20 times their weight in liquid. They therefore set high standards in the medical field and are ideal for your wound care products.
- Production range from 1.5 mm to 7 mm thickness
- Integration of antimicrobial and other additives
- Thin foams for use with thin wound dressings
- Multi-layer solutions possible in combination with nonwovens
Nonwovens
Back in 1936, we developed a unique nonwoven fabric using an innovative process. This makes us one of the pioneers of nonwoven technology and we hold a large number of patents for various manufacturing processes. Put your trust in our know-how and decades of expertise. We manufacture our nonwovens industrially using state-of-the-art processes:
- Drylaid processes
- Spunlaid processes
- Meltblown processes
- Wetlaid processes
3D-Matting
The 3D matrix mats represent another pioneering achievement by our project engineers. The 3D concept was developed back in the late 1960s and has since been further improved using new technologies and intelligent combinations with other materials. The 3D matrices are manufactured from polymer monofilaments in various weights and thicknesses and formed into different profiles. They meet your diverse requirements for strength, flexibility, flow speed, compressibility or other specifications. Basic properties are:
- Polymers: polypropylene, polyester and polyamide with additives as required
- Pyramid, waffle, U- and V-shape
- Thickness up to 22 mm with an openness of up to 95%
Woven and knitted fabrics
Our technical fabrics are based on precise interlacing of warp and weft threads. Depending on the weave, uniform, stable and functional structures with excellent tear resistance, optimum surface stability and a variable surface are created. Our knitted and warp-knitted fabrics are produced by stitch formation from one or more thread systems - including cross-thread systems (weft insertion). Depending on the weave and material, inelastic, mono-elastic or bi-elastic textiles with a smooth or voluminous feel are created, ideal for technical applications with specific stretch requirements. With our versatile production and processing methods, we offer solutions exactly according to your specifications:
- Plain, twill or panama weave
- Circular knitted fabric, warp knitted or raschel fabric with weft insertion or low warp non-woven fabric
Foams
Our specialty are hydrophilic polyurethane foams. They impress with their excellent absorption and retention capacity, as they can absorb up to 20 times their weight in liquid. They therefore set high standards in the medical field and are ideal for your wound care products.
- Production range from 1.5 mm to 7 mm thickness
- Integration of antimicrobial and other additives
- Thin foams for use with thin wound dressings
- Multi-layer solutions possible in combination with nonwovens
2. Our bonding processes
In the primary process, nonwovens still have a loose cohesion, even if they are arranged in several layers. A second important process step in the production of nonwovens is different bonding methods. They are used to strengthen the largely loose fibers according to your application requirements. The choice of hardening methods determines the subsequent properties for the intended applications. We differentiate between thermal, mechanical and chemical processes.
Mechanical Bonding
Mechanical bonding is particularly suitable for long-lasting applications that make it possible to implement a wide range of individual requirements. Apart from the fibers, no other chemicals are required, making it easy to produce sustainable monomaterials. They also impress with their permeability to air currents or liquids and homogeneous resistance to mechanical loads. We use the following mechanical bonding processes:
- Needle punching
- Hydro entanglement

Thermal Bonding
The fiber structures can be bonded very easily using thermal processes, and no chemical binders are required. This makes the nonwovens more environmentally friendly and easier to recycle. This is why this technology has become increasingly important in recent years. We have the following options for thermal bonding:
- Air through bonding
- Calendering

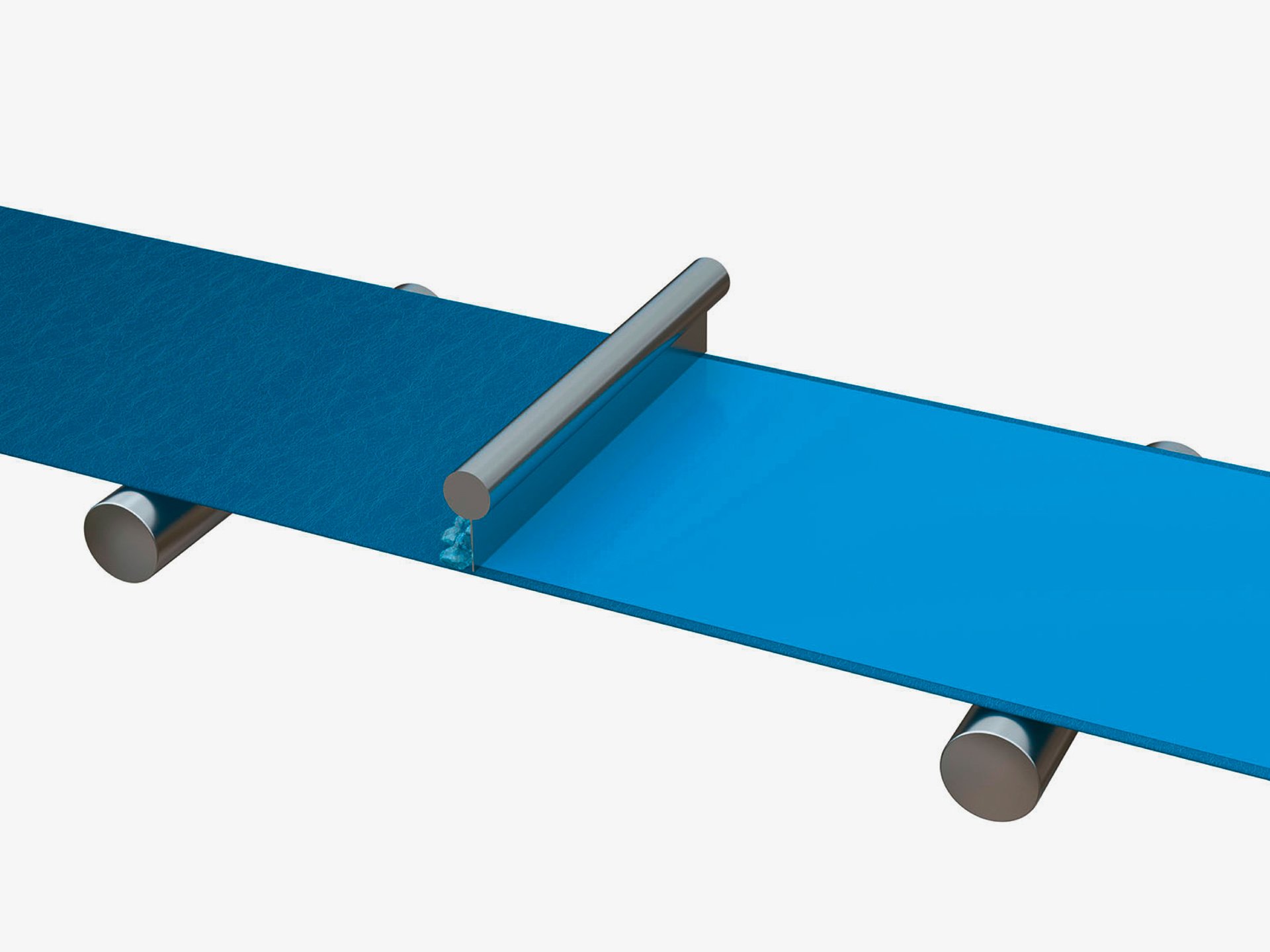
Chemical bonding
The application of chemical binders to the unbonded nonwoven can be achieved using various technologies. These processes have been used since the beginning of modern nonwoven production. Chemically bonded materials are characterized in particular by their tear resistance, abrasion resistance and dimensional stability. Our available technologies:
- Impregnation in a foulard
- Spray application
- Minimum application via a transfer roller
- Binder printing
Mechanical Bonding
Mechanical bonding is particularly suitable for long-lasting applications that make it possible to implement a wide range of individual requirements. Apart from the fibers, no other chemicals are required, making it easy to produce sustainable monomaterials. They also impress with their permeability to air currents or liquids and homogeneous resistance to mechanical loads. We use the following mechanical bonding processes:
- Needle punching
- Hydro entanglement
Thermal Bonding
The fiber structures can be bonded very easily using thermal processes, and no chemical binders are required. This makes the nonwovens more environmentally friendly and easier to recycle. This is why this technology has become increasingly important in recent years. We have the following options for thermal bonding:
- Air through bonding
- Calendering
Chemical bonding
The application of chemical binders to the unbonded nonwoven can be achieved using various technologies. These processes have been used since the beginning of modern nonwoven production. Chemically bonded materials are characterized in particular by their tear resistance, abrasion resistance and dimensional stability. Our available technologies:
- Impregnation in a foulard
- Spray application
- Minimum application via a transfer roller
- Binder printing
3. Our value adding processes
We use supplementary processes to ensure precise finishing and functionalization of our technical nonwovens. Using state-of-the-art coating, laminating and impregnation processes, we specifically improve the mechanical, chemical and optical properties of the materials. You benefit from customized solutions with greater durability, improved functional properties and specific protective functions – precisely tailored to your requirements. We prepare nonwovens perfectly for efficient and high-performance use in your application.
Laminating
With our lamination processes, we precisely combine several layers of material to improve mechanical strength, moisture resistance and filtration efficiency. This process makes it possible to combine different nonwoven layers and materials to achieve individual properties:
- Breathable, waterproof or heavy-duty nonwovens
- Increased durability and longevity
- Improved filtration performance through activated carbon laminates
Coating
With our coating solutions, we provide your applications with additional functionalities and customized properties. The application of special layers makes nonwovens more efficient and durable. This means that they are particularly suitable for protective clothing, air filters or technically demanding textiles.
- Improved dirt repellency against water, oil and chemicals
- Breathable textiles thanks to membrane coating
- Antibacterial properties or electrical conductivity
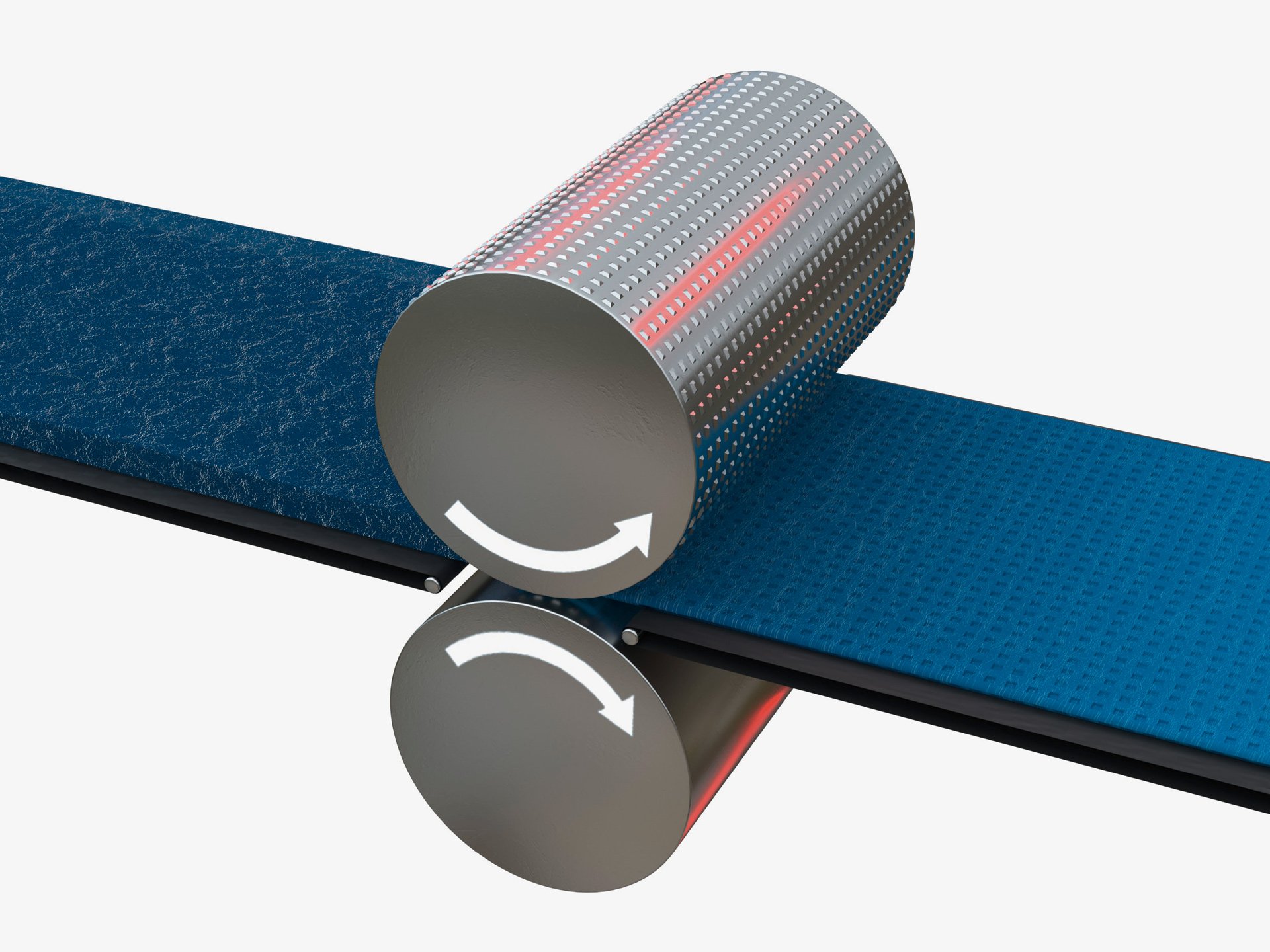
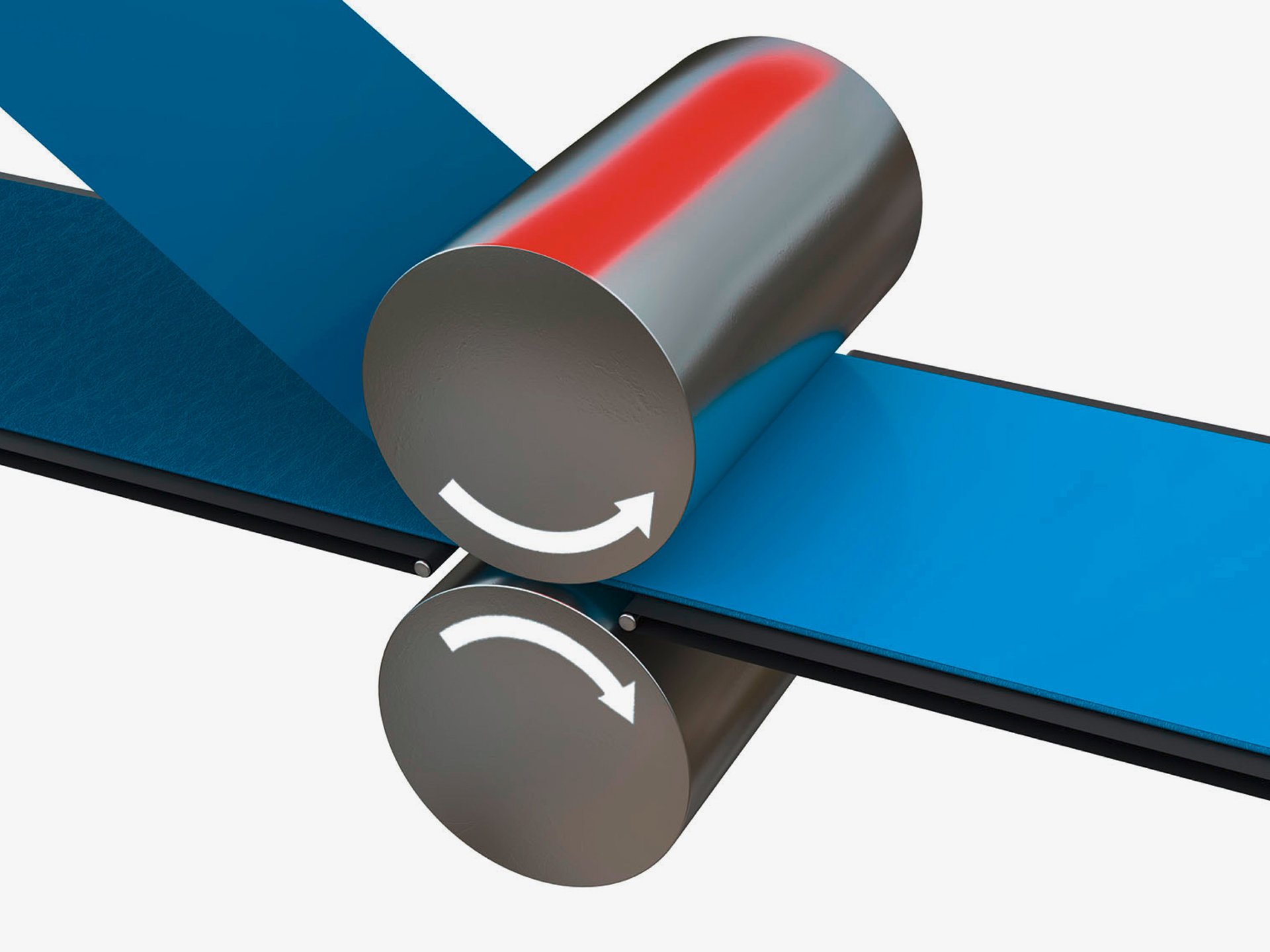
Calendering
With our highly developed calendering processes, we produce smooth, stable and/or optically optimized surfaces. By pressing between heated rollers, we are able to specifically adjust the material thickness as well as the mechanical strength or softness of the nonwovens via the welding surface and geometry.
- Increased tear resistance, density and stability
- Haptic optimization through smooth or embossed surfaces
- Reduction of porosity
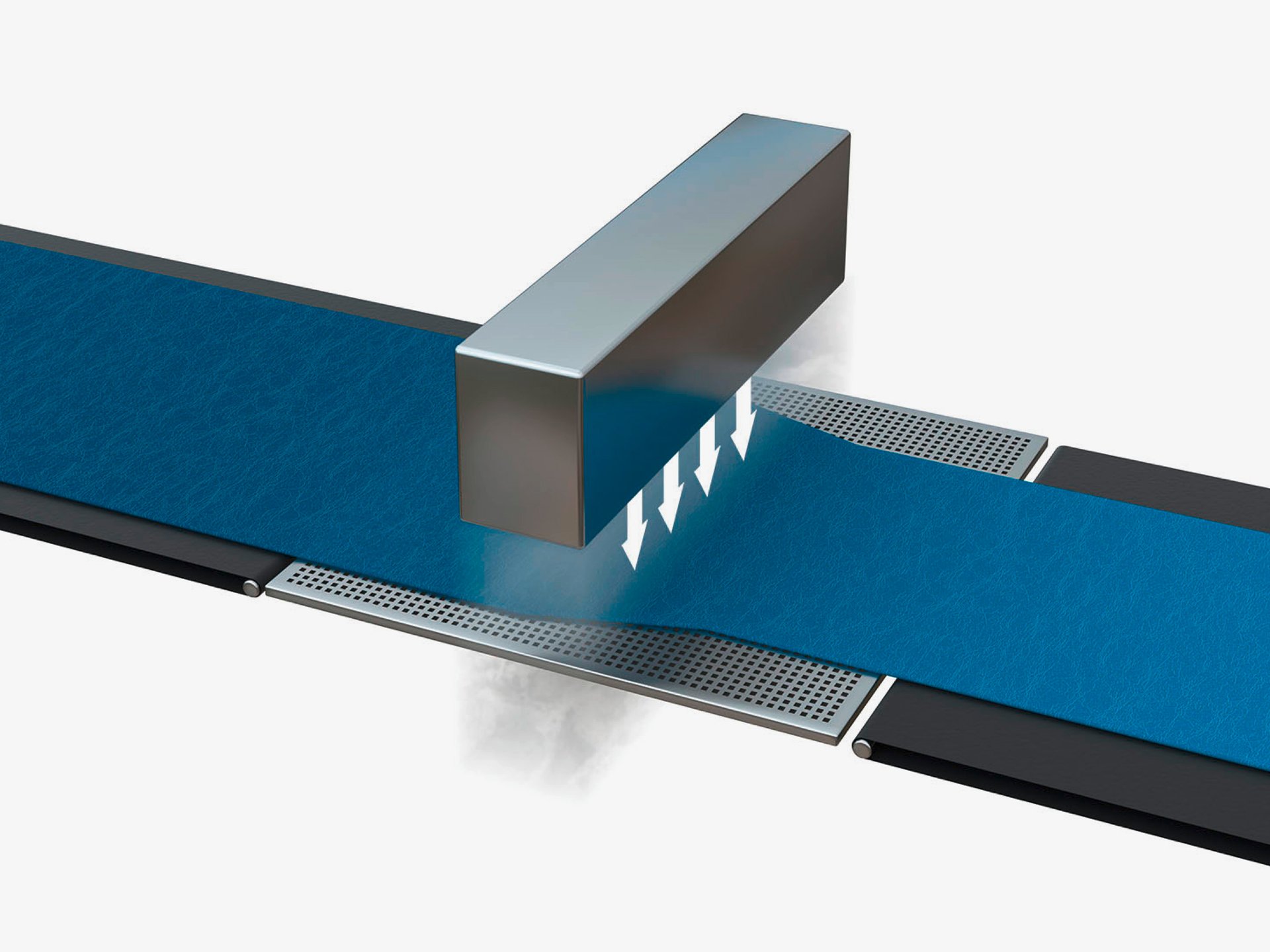
Steaming
Steaming nonwovens is an efficient and environmentally friendly method of improving their properties. Among other things, it represents an alternative to chemical treatments, as the use of aggressive chemicals can be avoided. It is therefore a sustainable option for textile finishing.
- Reduction of shrinkage and deformation
- More uniform structure and better dimensional stability
- Optimization of haptics, softness or absorbency
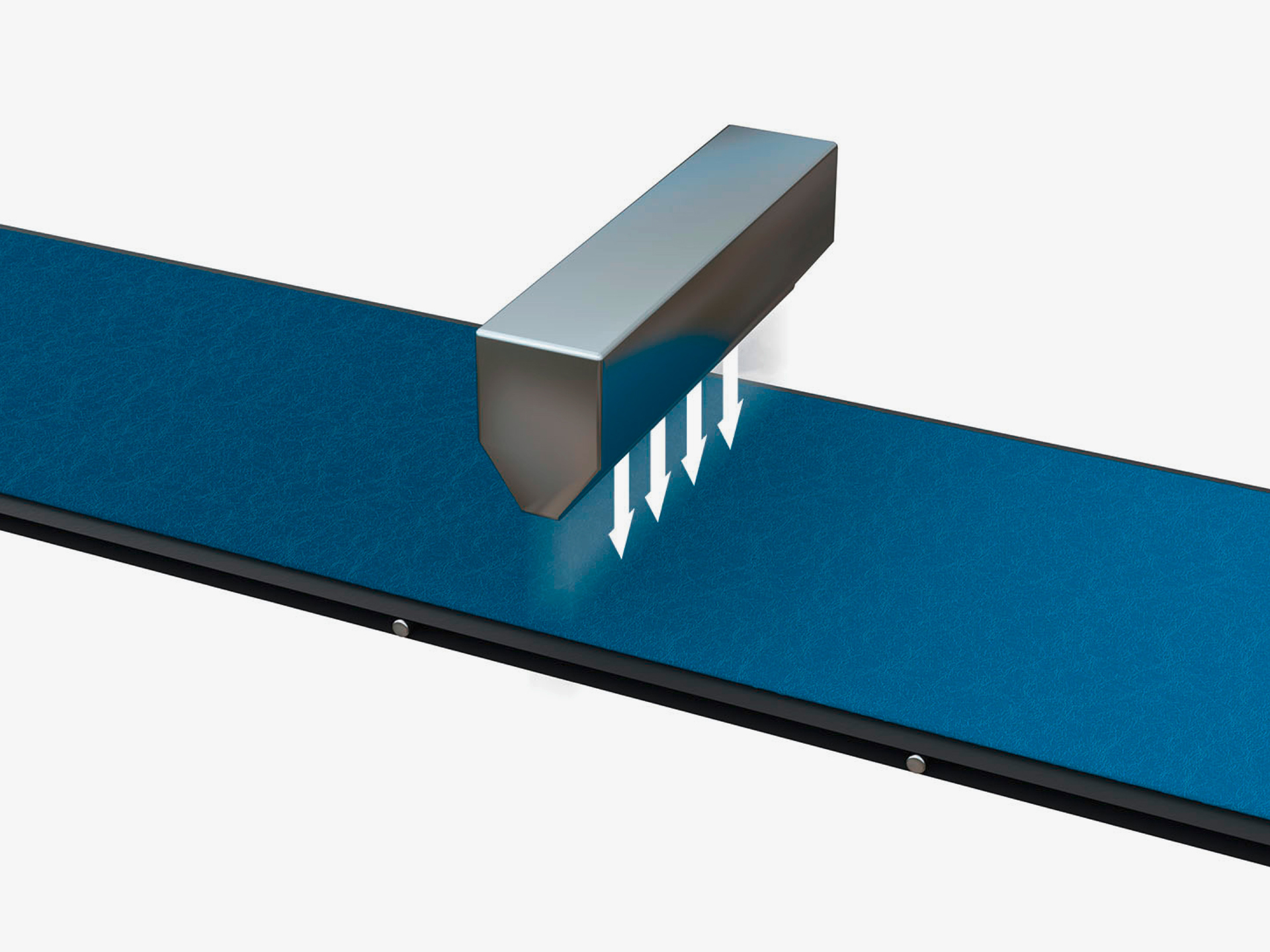
Impregnation
Impregnation provides lasting protection through targeted chemical treatment. Depending on the requirements, we can provide nonwovens with deep protection even for extreme conditions. By using different chemicals, we can optimally meet your specific requirements in terms of functionality, durability and safety.
- Flame retardancy, water or oil resistance for technical textiles
- Increased resistance to chemicals
- Hydrophobic, hydrophilic or antibacterial effect

Printing
Printing on technical nonwovens combines functionality with aesthetics and also allows information to be conveyed. Whether for advertising purposes, functional improvements or technical requirements, with printed nonwovens we considerably expand the range of applications and offer clear economic and practical advantages. Our printing processes also meet the latest technical standards.
- Visible branding for packaging and textiles
- Functional prints (e.g. antibacterial layers, conductive inks for smart textiles)
- Safety markings or similar notices
Converting
We are one of the few nonwoven manufacturers to offer you a comprehensive range of additional services. These include precise cutting so that you can manufacture your end products accurately and efficiently. We offer a wide range of cutting and punching processes.
- Highest quality, functionality and direct further processing options
- Practical and economic benefits by meeting specific requirements
- Minimization of your production waste and improvement of material cycles
Laminating
With our lamination processes, we precisely combine several layers of material to improve mechanical strength, moisture resistance and filtration efficiency. This process makes it possible to combine different nonwoven layers and materials to achieve individual properties:
- Breathable, waterproof or heavy-duty nonwovens
- Increased durability and longevity
- Improved filtration performance through activated carbon laminates
Coating
With our coating solutions, we provide your applications with additional functionalities and customized properties. The application of special layers makes nonwovens more efficient and durable. This means that they are particularly suitable for protective clothing, air filters or technically demanding textiles.
- Improved dirt repellency against water, oil and chemicals
- Breathable textiles thanks to membrane coating
- Antibacterial properties or electrical conductivity
Calendering
With our highly developed calendering processes, we produce smooth, stable and/or optically optimized surfaces. By pressing between heated rollers, we are able to specifically adjust the material thickness as well as the mechanical strength or softness of the nonwovens via the welding surface and geometry.
- Increased tear resistance, density and stability
- Haptic optimization through smooth or embossed surfaces
- Reduction of porosity
Steaming
Steaming nonwovens is an efficient and environmentally friendly method of improving their properties. Among other things, it represents an alternative to chemical treatments, as the use of aggressive chemicals can be avoided. It is therefore a sustainable option for textile finishing.
- Reduction of shrinkage and deformation
- More uniform structure and better dimensional stability
- Optimization of haptics, softness or absorbency
Impregnation
Impregnation provides lasting protection through targeted chemical treatment. Depending on the requirements, we can provide nonwovens with deep protection even for extreme conditions. By using different chemicals, we can optimally meet your specific requirements in terms of functionality, durability and safety.
- Flame retardancy, water or oil resistance for technical textiles
- Increased resistance to chemicals
- Hydrophobic, hydrophilic or antibacterial effect
Printing
Printing on technical nonwovens combines functionality with aesthetics and also allows information to be conveyed. Whether for advertising purposes, functional improvements or technical requirements, with printed nonwovens we considerably expand the range of applications and offer clear economic and practical advantages. Our printing processes also meet the latest technical standards.
- Visible branding for packaging and textiles
- Functional prints (e.g. antibacterial layers, conductive inks for smart textiles)
- Safety markings or similar notices
Converting
We are one of the few nonwoven manufacturers to offer you a comprehensive range of additional services. These include precise cutting so that you can manufacture your end products accurately and efficiently. We offer a wide range of cutting and punching processes.
- Highest quality, functionality and direct further processing options
- Practical and economic benefits by meeting specific requirements
- Minimization of your production waste and improvement of material cycles
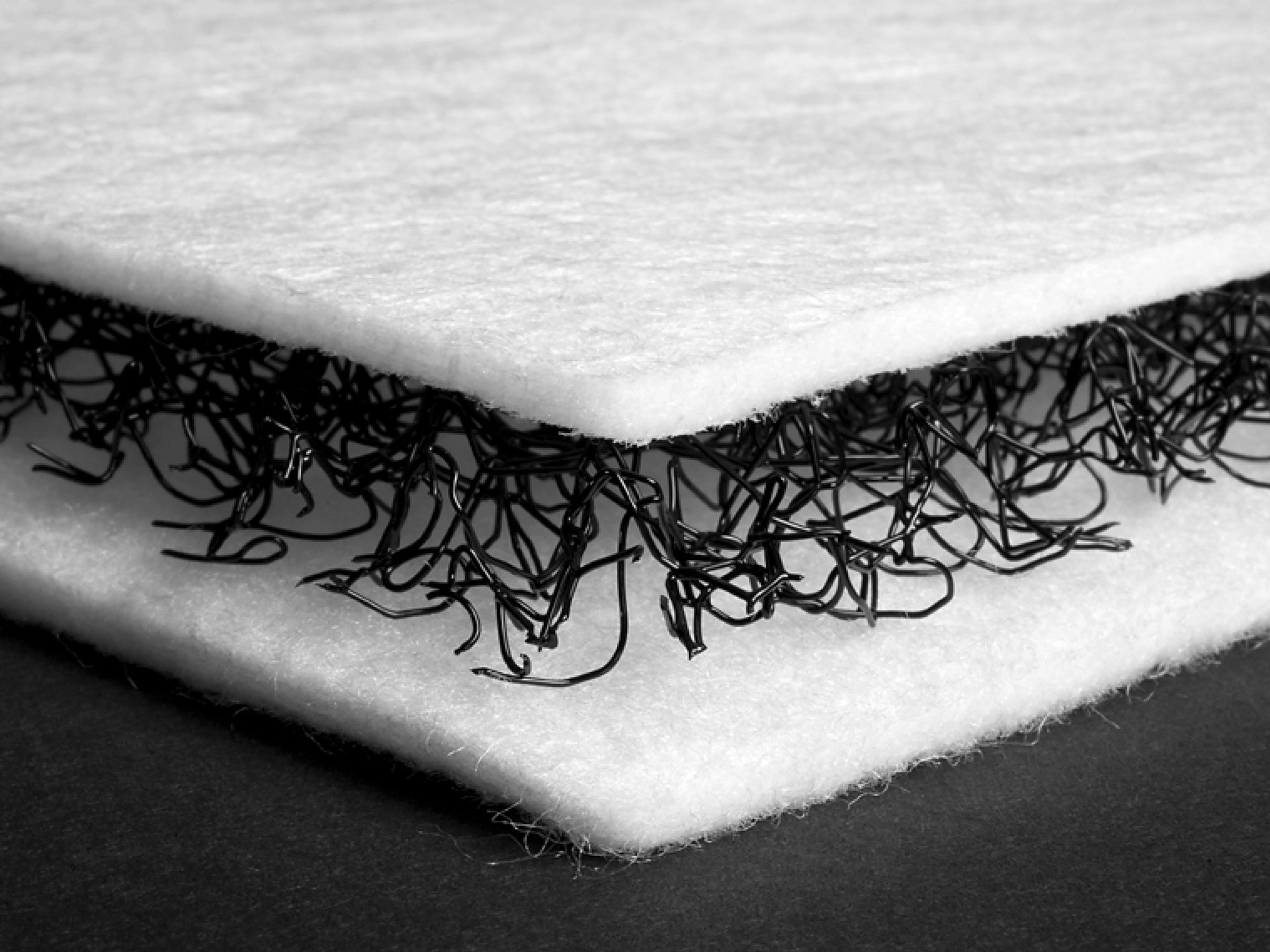
4. Our composite possibilities
Customized solutions are one of our core competencies. That is why we also offer you individually configured composite materials that are created by combining different nonwoven layers or other textile fabrics. As the only company that masters almost all relevant technologies, we can combine different technologies inline or connect different layers, for example by needling or laminating nonwovens with foams and films. We also supply you with individual layers that are optimally equipped for your further processing - with our customized solutions, we can implement your requirements with maximum flexibility.
Surfacing Veils
We have specially developed thin nonwovens for high-performance applications and special requirements. We use them to improve the surfaces or finish of composite materials in your applications or help to enhance functions, homogenize materials or ensure additional protection.
- Better paintability and coatability
- Reduction of microcracks
- Corrosion protection, chemical and heat resistance
- Increased adhesion between matrix and reinforcing fibers