

Unsere technischen Textilien
sind herausragend
Innovating together – darin steckt unser täglicher Antrieb, der uns befähigt, eine führende Rolle einzunehmen. Die Breite unserer technischen Möglichkeiten ist im Markt einzigartig und bietet Ihnen nahezu grenzenlose Lösungen. Eine Leistungsfähigkeit, die wir uns in über 90 Jahren mit unserem unermüdlichen Drang nach Perfektion aufgebaut haben.

Unbegrenzte technische Möglichkeiten
Über die Jahrzehnte haben wir unsere technischen Verfahren und Prozesse immer weiterentwickelt, effzienter und leistungsfähiger gestaltet und grundlegend verbessert. Für Ihre Produkte eröffnet Ihnen dies alle denkbaren Möglichkeiten, um Ihre Anforderungen bestmöglich zu realisieren.
So sind den Einsatzmöglichkeiten praktisch keine Grenzen gesetzt. Auch für ressourcenschonende, modernste Anwendungen haben wir für Sie intelligente Lösungen. Unser Anspruch ist es, Ihnen mit unseren Produkten einen Vorsprung vor Ihren Mitbewerbern im Markt zu sichern.
Wir sind Ihre Experten – in vielen Branchen
Verfestigungsverfahren

Prozesse für zusätzliche Funktionen
Möglichkeiten für Verbundmaterialien
1/4
1/2
1/2
Ihre Anforderungen – unsere Lösungen
Mit Ihren spezifischen Anforderungen an die Materialeigenschaften unserer Vliesstoffe bestimmen Sie, was wir für Sie entwickeln und in modernen Herstellungsverfahren individuell für Sie in höchster Qualität herstellen. Fordern Sie uns und unsere Experten mit der gewünschten Materialbeschaffenheit und Ihren Leistungsanforderungen heraus. Unser jahrzehntelanges Know-how und Expertenwissen ermöglicht uns, unsere Technologien branchen- und systemübergreifend anzuwenden und pragmatisch in unsere Innovationsprozesse einfließen zu lassen – zu Ihrem entscheidenden Vorteil.
Die Bandbreite unserer technischen Innovationen spiegelt sich wider in optimalen Anwendungen sowie in kosteneffizienten und klimafreundlichen Produkten oder Prozessen. Welche spezifischen Eigenschaften Ihr Produkt auch benötigt, wir finden eine Lösung für Sie.
- Profitieren Sie von der breitesten Technologieplattform im Markt
- Sichern Sie sich entscheidende Vorteile durch höchste Individualität
- Nutzen Sie unseren modernen Technologiestandard
Mehr über
unsere technischen
Möglichkeiten?
Wir arbeiten mit Ihnen zusammen, um die richtige Lösung für jeden Markt zu finden. Ganz gleich, ob wir aus unserem umfassenden Standardportfolio schöpfen oder gemeinsam mit Ihnen ein maßgeschneidertes Produkt entwickeln, das perfekt auf die Bedürfnisse Ihres Marktes zugeschnitten ist - bei uns sind Sie in guten Händen.
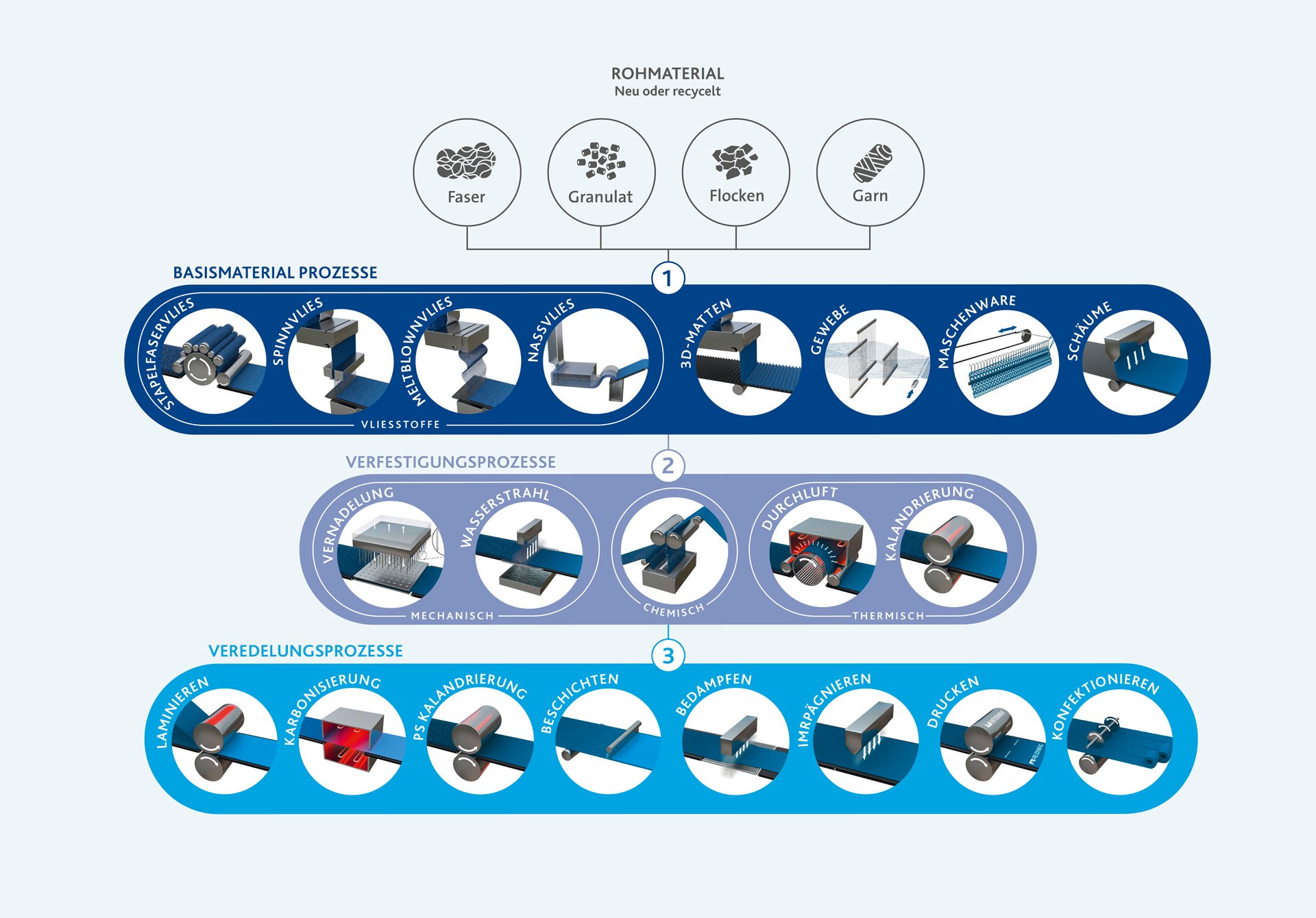
1. Unsere Basismaterial-Prozesse
In ausgereiften Herstellungsverfahren stellen wir High-Tech-Materialien her, die wegweisend sind für innovative Produktlösungen. Unsere Kernkompetenz liegt in modernen Hochleistungs-Vliesstoffen, die in den unterschiedlichsten Anwendungen zum Einsatz kommen. Aber auch spezielle 3D-Matten, hochwertige Gewebe und Schäume, die hohe Maßstäbe setzen, bieten wir in unserem Portfolio an.
Nonwovens
Back in 1936, we developed a unique nonwoven fabric using an innovative process. This makes us one of the pioneers of nonwoven technology and we hold a large number of patents for various manufacturing processes. Put your trust in our know-how and decades of expertise. We manufacture our nonwovens industrially using state-of-the-art processes:
- Drylaid processes
- Spunlaid processes
- Meltblown processes
- Wetlaid processes
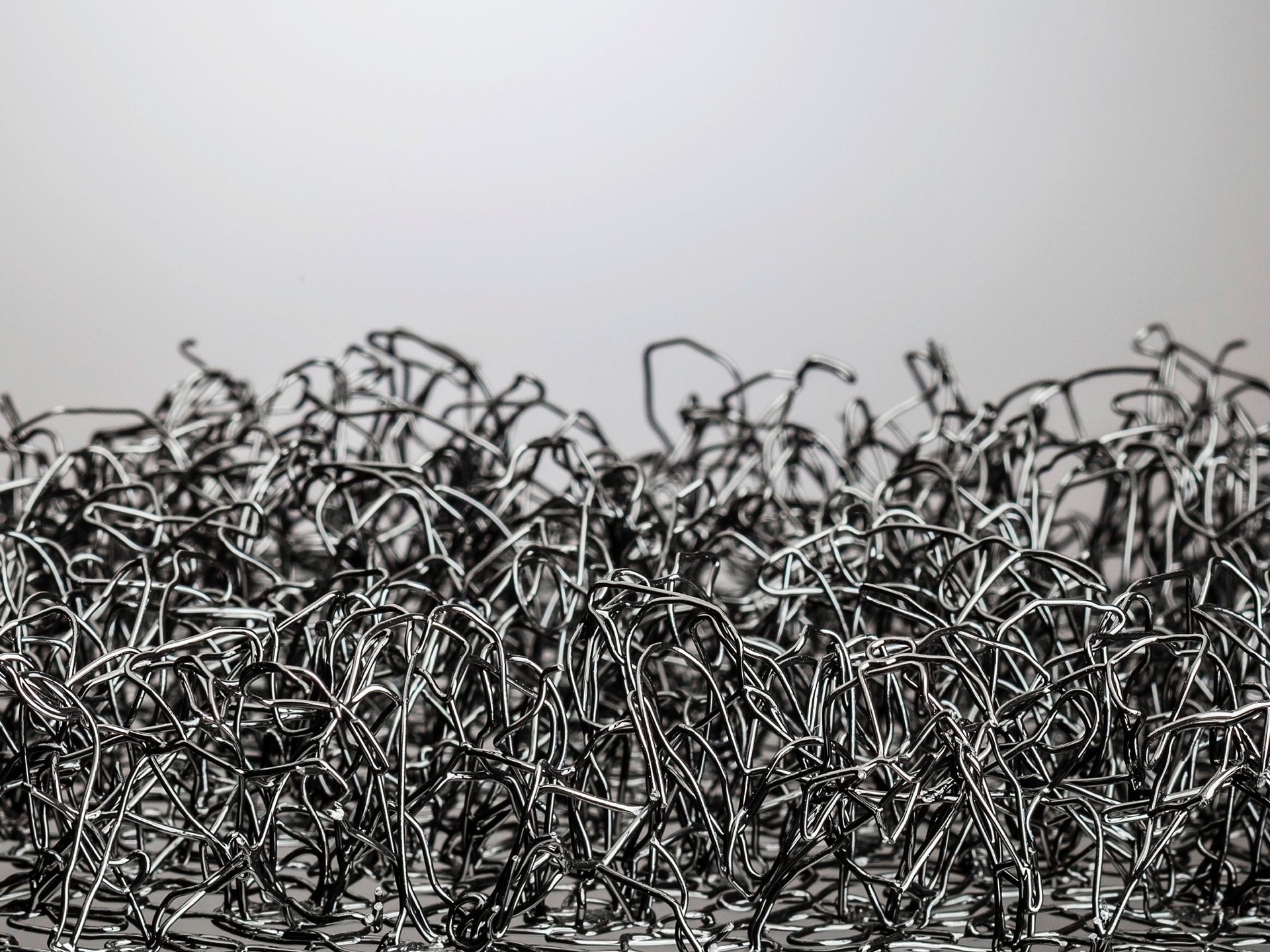
3D-Matting
The 3D matrix mats represent another pioneering achievement by our project engineers. The 3D concept was developed back in the late 1960s and has since been further improved using new technologies and intelligent combinations with other materials. The 3D matrices are manufactured from polymer monofilaments in various weights and thicknesses and formed into different profiles. They meet your diverse requirements for strength, flexibility, flow speed, compressibility or other specifications. Basic properties are:
- Polymers: polypropylene, polyester and polyamide with additives as required
- Pyramid, waffle, U- and V-shape
- Thickness up to 22 mm with an openness of up to 95%
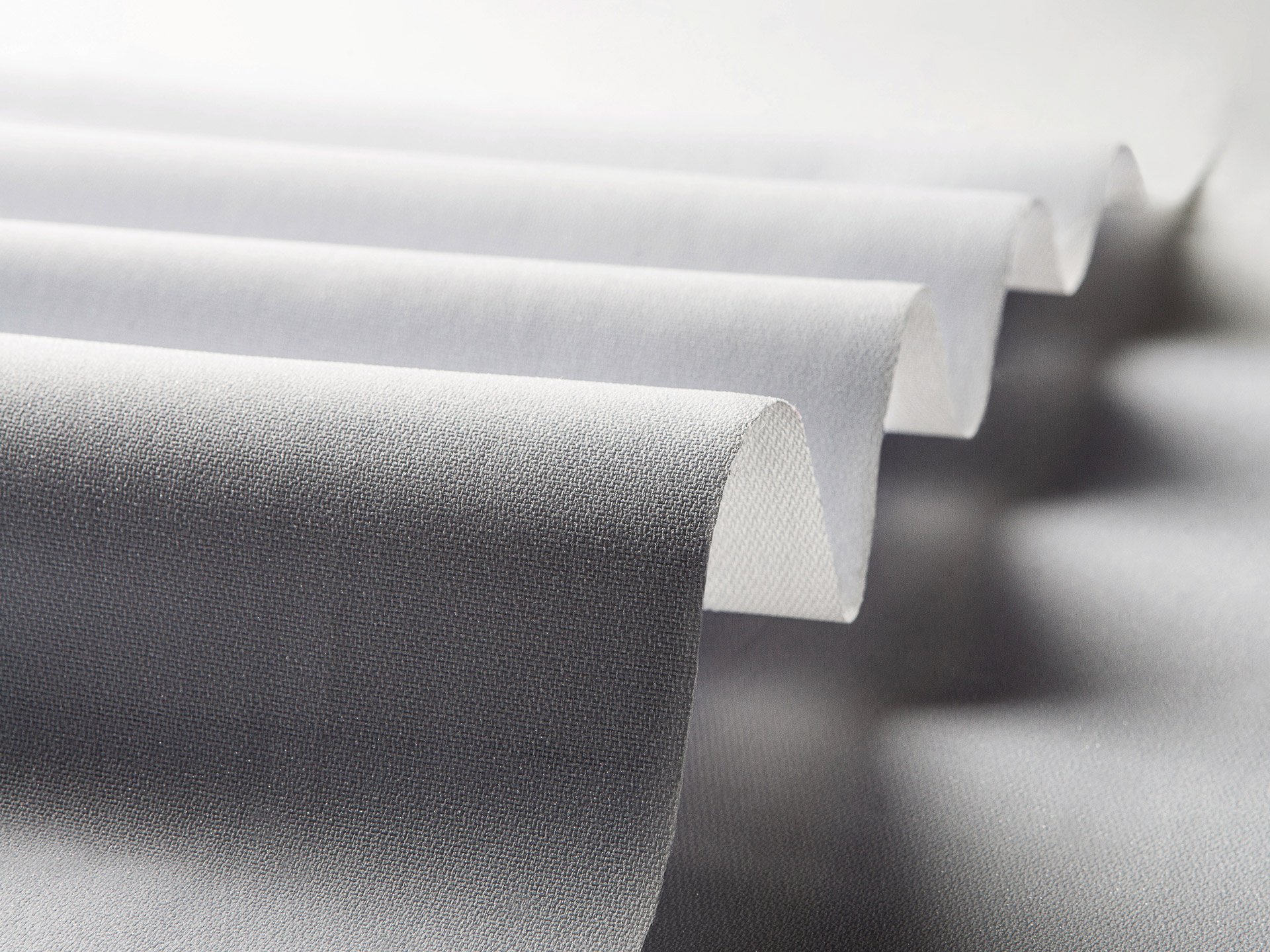
Woven and knitted fabrics
Our technical fabrics are based on precise interlacing of warp and weft threads. Depending on the weave, uniform, stable and functional structures with excellent tear resistance, optimum surface stability and a variable surface are created. Our knitted and warp-knitted fabrics are produced by stitch formation from one or more thread systems - including cross-thread systems (weft insertion). Depending on the weave and material, inelastic, mono-elastic or bi-elastic textiles with a smooth or voluminous feel are created, ideal for technical applications with specific stretch requirements. With our versatile production and processing methods, we offer solutions exactly according to your specifications:
- Plain, twill or panama weave
- Circular knitted fabric, warp knitted or raschel fabric with weft insertion or low warp non-woven fabric
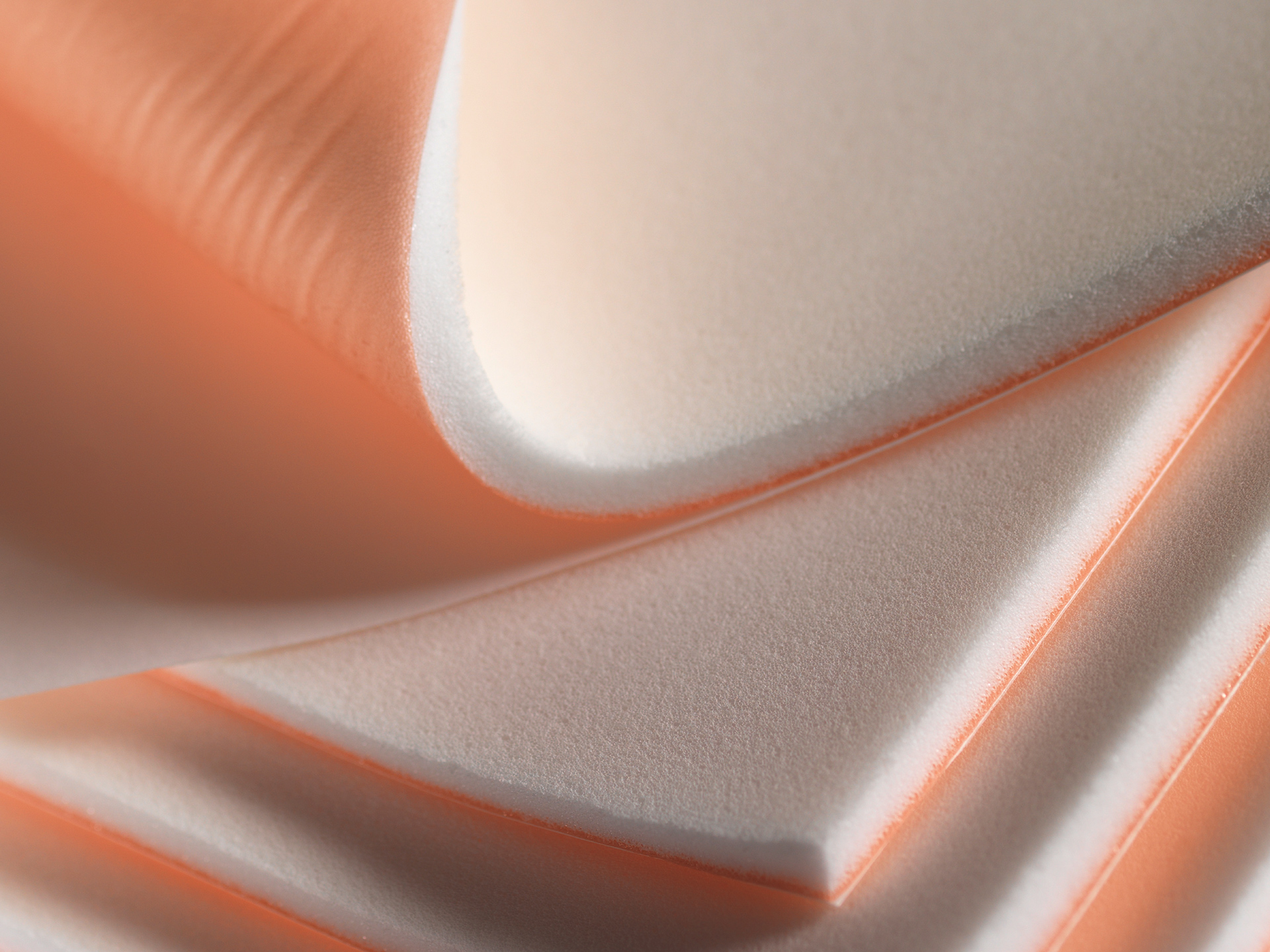
Foams
Our specialty are hydrophilic polyurethane foams. They impress with their excellent absorption and retention capacity, as they can absorb up to 20 times their weight in liquid. They therefore set high standards in the medical field and are ideal for your wound care products.
- Production range from 1.5 mm to 7 mm thickness
- Integration of antimicrobial and other additives
- Thin foams for use with thin wound dressings
- Multi-layer solutions possible in combination with nonwovens
Nonwovens
Back in 1936, we developed a unique nonwoven fabric using an innovative process. This makes us one of the pioneers of nonwoven technology and we hold a large number of patents for various manufacturing processes. Put your trust in our know-how and decades of expertise. We manufacture our nonwovens industrially using state-of-the-art processes:
- Drylaid processes
- Spunlaid processes
- Meltblown processes
- Wetlaid processes
3D-Matting
The 3D matrix mats represent another pioneering achievement by our project engineers. The 3D concept was developed back in the late 1960s and has since been further improved using new technologies and intelligent combinations with other materials. The 3D matrices are manufactured from polymer monofilaments in various weights and thicknesses and formed into different profiles. They meet your diverse requirements for strength, flexibility, flow speed, compressibility or other specifications. Basic properties are:
- Polymers: polypropylene, polyester and polyamide with additives as required
- Pyramid, waffle, U- and V-shape
- Thickness up to 22 mm with an openness of up to 95%
Woven and knitted fabrics
Our technical fabrics are based on precise interlacing of warp and weft threads. Depending on the weave, uniform, stable and functional structures with excellent tear resistance, optimum surface stability and a variable surface are created. Our knitted and warp-knitted fabrics are produced by stitch formation from one or more thread systems - including cross-thread systems (weft insertion). Depending on the weave and material, inelastic, mono-elastic or bi-elastic textiles with a smooth or voluminous feel are created, ideal for technical applications with specific stretch requirements. With our versatile production and processing methods, we offer solutions exactly according to your specifications:
- Plain, twill or panama weave
- Circular knitted fabric, warp knitted or raschel fabric with weft insertion or low warp non-woven fabric
Foams
Our specialty are hydrophilic polyurethane foams. They impress with their excellent absorption and retention capacity, as they can absorb up to 20 times their weight in liquid. They therefore set high standards in the medical field and are ideal for your wound care products.
- Production range from 1.5 mm to 7 mm thickness
- Integration of antimicrobial and other additives
- Thin foams for use with thin wound dressings
- Multi-layer solutions possible in combination with nonwovens
2. Unsere Verfestigungsverfahren
Faservliese haben im Primärprozess noch einen lockeren Zusammenhalt, auch wenn sie mehrere Lagen umfassen. Ein zweiter wichtiger Prozess-Schritt bei der Vliesstoffherstellung sind unterschiedliche Verfestigungsverfahren. Sie dienen dazu, die weitgehend noch losen Fasern je nach Ihren Anwendungsanforderungen zu festigen. Die Wahl der Verfestigung bestimmt die späteren Eigenschaften in den vorgesehenen Anwendungen. Wir unterscheiden zwischen thermischen, mechanischen und chemischen Verfahren.
Mechanical Bonding
Mechanical bonding is particularly suitable for long-lasting applications that make it possible to implement a wide range of individual requirements. Apart from the fibers, no other chemicals are required, making it easy to produce sustainable monomaterials. They also impress with their permeability to air currents or liquids and homogeneous resistance to mechanical loads. We use the following mechanical bonding processes:
- Needle punching
- Hydro entanglement

Thermal Bonding
The fiber structures can be bonded very easily using thermal processes, and no chemical binders are required. This makes the nonwovens more environmentally friendly and easier to recycle. This is why this technology has become increasingly important in recent years. We have the following options for thermal bonding:
- Air through bonding
- Calendering

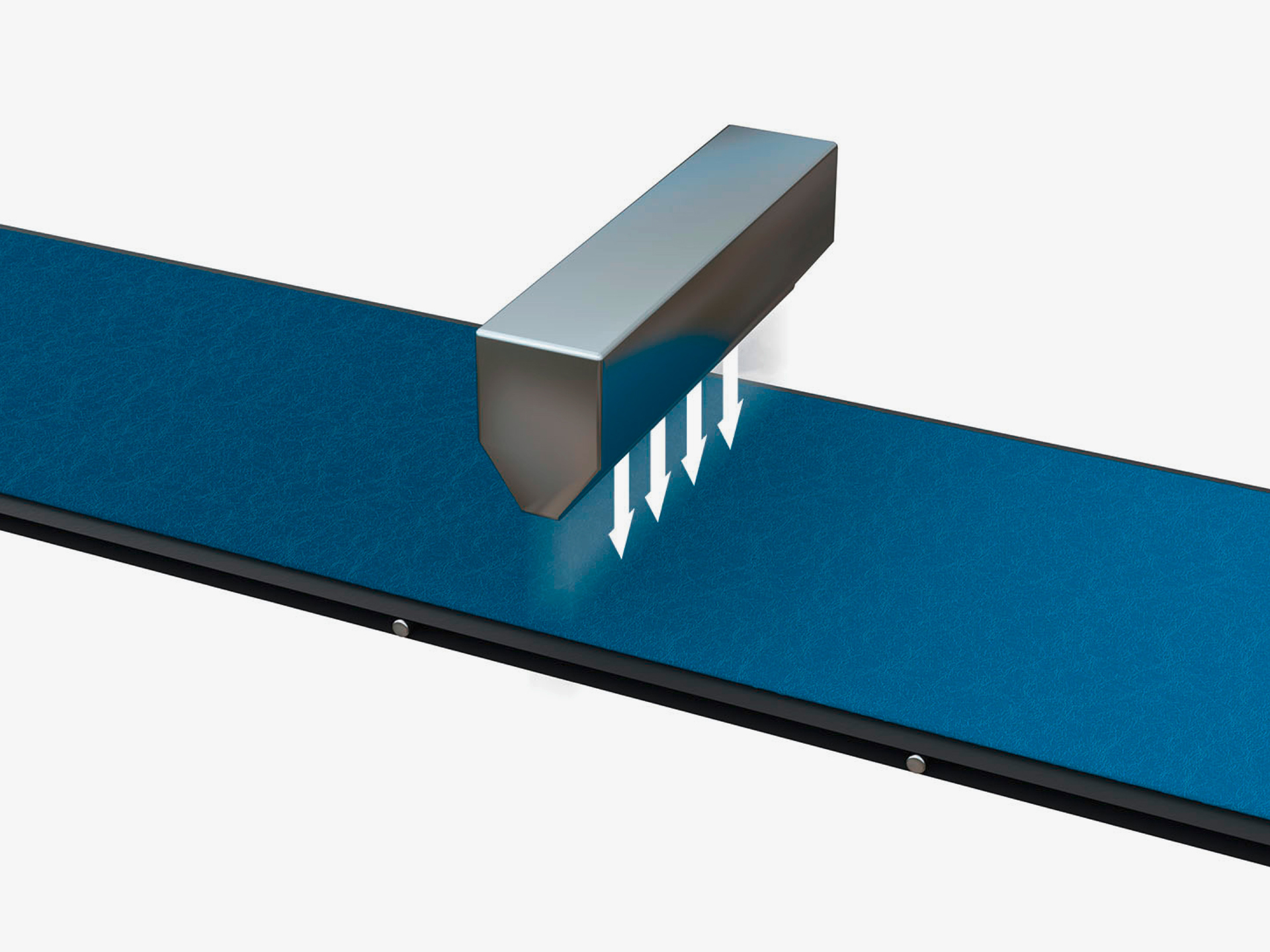
Chemical bonding
The application of chemical binders to the unbonded nonwoven can be achieved using various technologies. These processes have been used since the beginning of modern nonwoven production. Chemically bonded materials are characterized in particular by their tear resistance, abrasion resistance and dimensional stability. Our available technologies:
- Impregnation in a foulard
- Spray application
- Minimum application via a transfer roller
- Binder printing
Mechanical Bonding
Mechanical bonding is particularly suitable for long-lasting applications that make it possible to implement a wide range of individual requirements. Apart from the fibers, no other chemicals are required, making it easy to produce sustainable monomaterials. They also impress with their permeability to air currents or liquids and homogeneous resistance to mechanical loads. We use the following mechanical bonding processes:
- Needle punching
- Hydro entanglement
Thermal Bonding
The fiber structures can be bonded very easily using thermal processes, and no chemical binders are required. This makes the nonwovens more environmentally friendly and easier to recycle. This is why this technology has become increasingly important in recent years. We have the following options for thermal bonding:
- Air through bonding
- Calendering
Chemical bonding
The application of chemical binders to the unbonded nonwoven can be achieved using various technologies. These processes have been used since the beginning of modern nonwoven production. Chemically bonded materials are characterized in particular by their tear resistance, abrasion resistance and dimensional stability. Our available technologies:
- Impregnation in a foulard
- Spray application
- Minimum application via a transfer roller
- Binder printing
3. Unsere Prozesse für zusätzliche Funktionen
Mit ergänzenden Prozessen sorgen wir für eine präzise Veredelung und Funktionalisierung unserer technischen Vliesstoffe. Durch modernste Beschichtungs-, Laminier- und Imprägnierverfahren verbessern wir gezielt die mechanischen, chemischen und optischen Eigenschaften der Materialien. Sie erhalten maßgeschneiderte Lösungen mit höherer Haltbarkeit, verbesserten Funktionseigenschaften und spezifischen Schutzfunktionen – exakt abgestimmt auf Ihre Anforderungen. Wir bereiten Vliesstoffe perfekt für den effizienten und leistungsstarken Einsatz in Ihrer Anwendung vor.
Laminating
With our lamination processes, we precisely combine several layers of material to improve mechanical strength, moisture resistance and filtration efficiency. This process makes it possible to combine different nonwoven layers and materials to achieve individual properties:
- Breathable, waterproof or heavy-duty nonwovens
- Increased durability and longevity
- Improved filtration performance through activated carbon laminates
Coating
With our coating solutions, we provide your applications with additional functionalities and customized properties. The application of special layers makes nonwovens more efficient and durable. This means that they are particularly suitable for protective clothing, air filters or technically demanding textiles.
- Improved dirt repellency against water, oil and chemicals
- Breathable textiles thanks to membrane coating
- Antibacterial properties or electrical conductivity
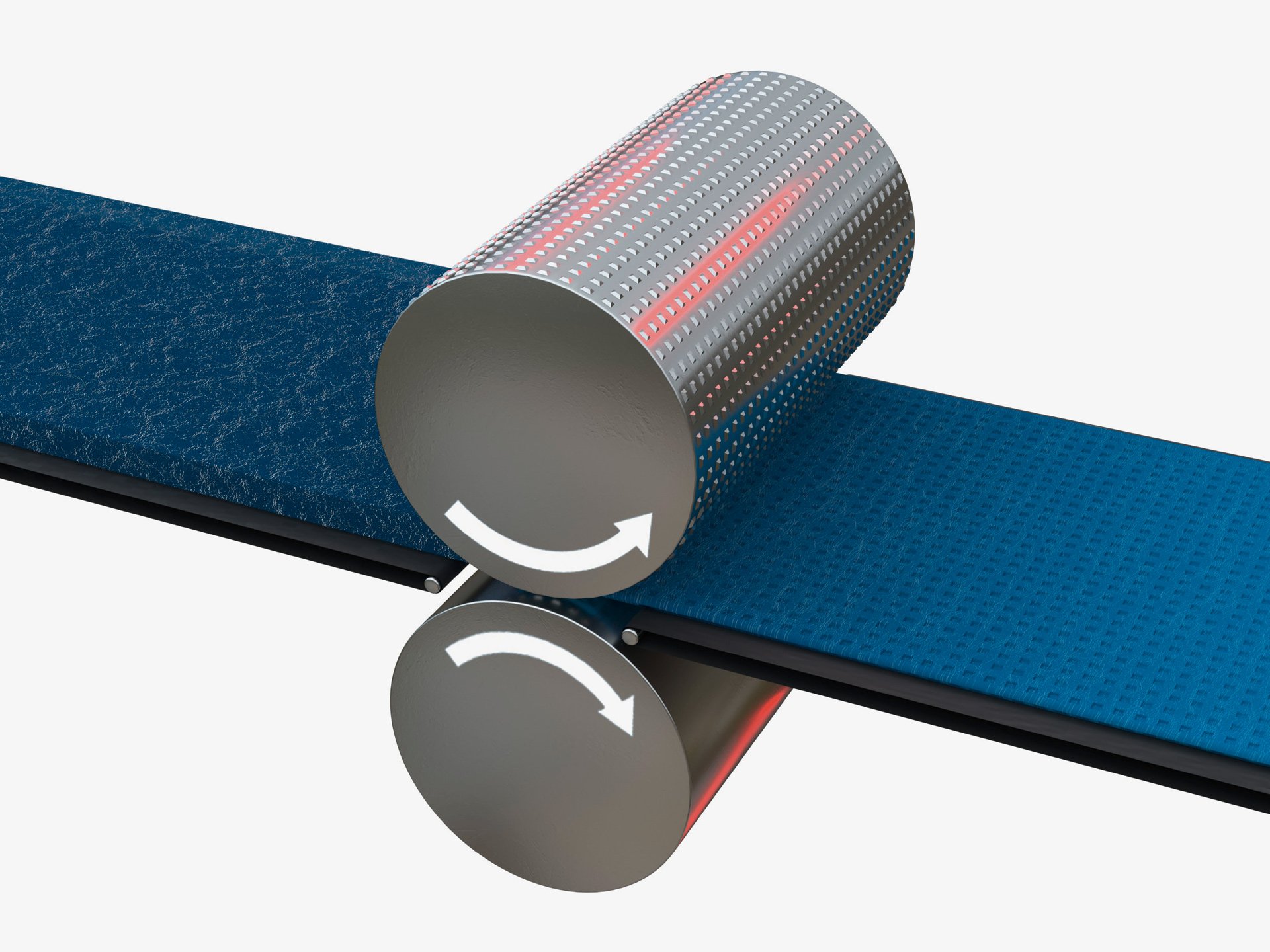
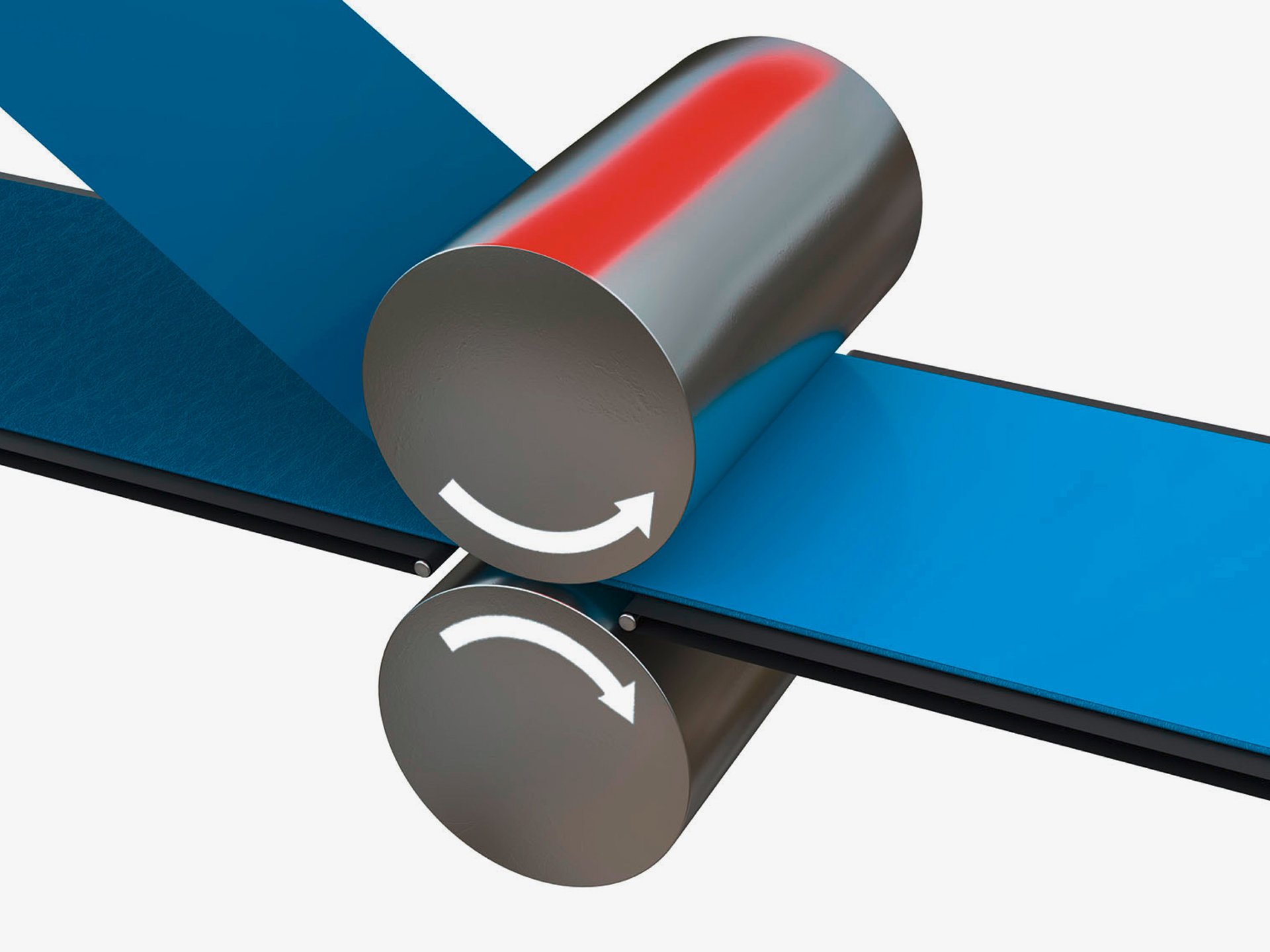
Calendering
With our highly developed calendering processes, we produce smooth, stable and/or optically optimized surfaces. By pressing between heated rollers, we are able to specifically adjust the material thickness as well as the mechanical strength or softness of the nonwovens via the welding surface and geometry.
- Increased tear resistance, density and stability
- Haptic optimization through smooth or embossed surfaces
- Reduction of porosity
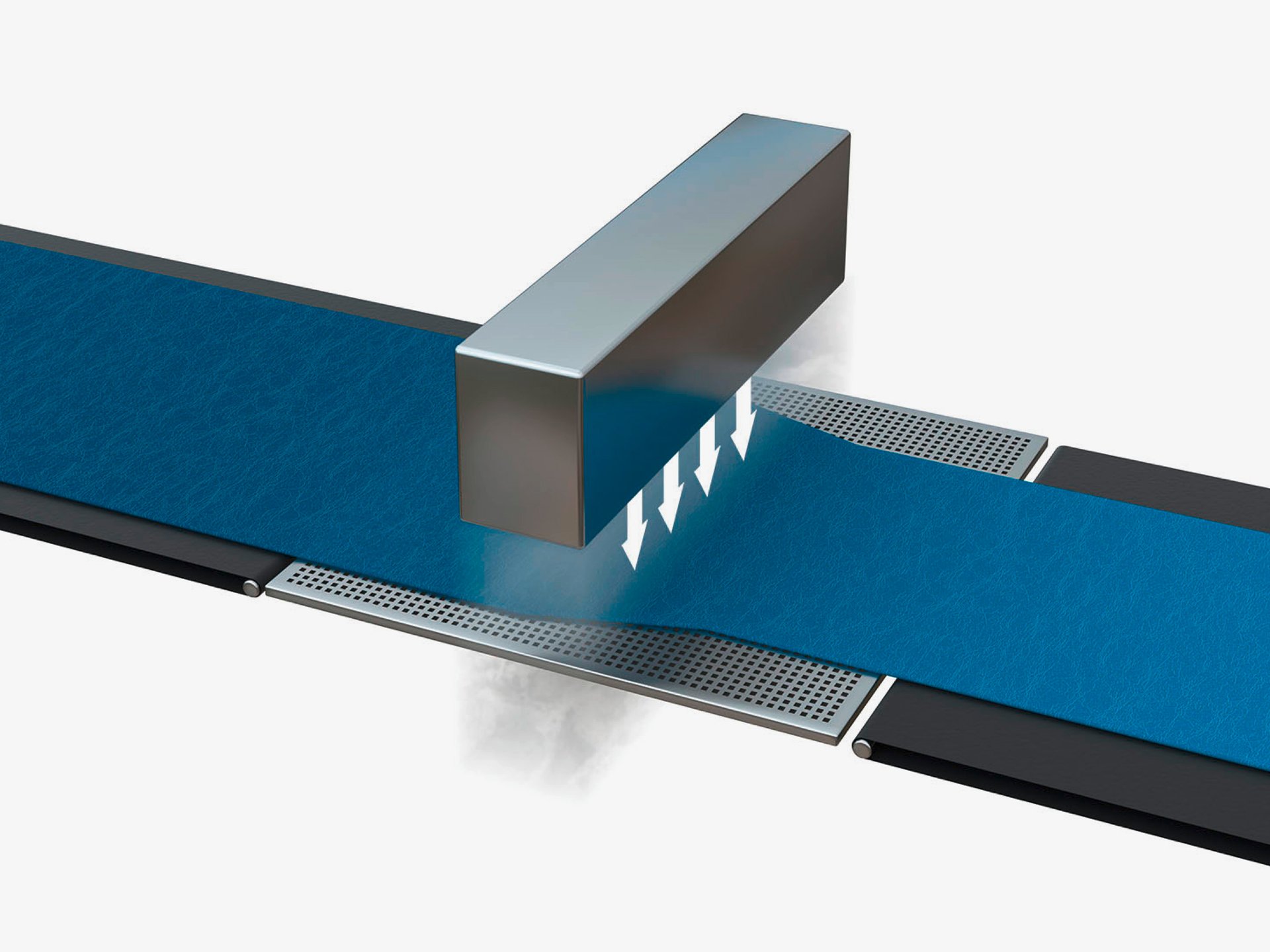
Steaming
Steaming nonwovens is an efficient and environmentally friendly method of improving their properties. Among other things, it represents an alternative to chemical treatments, as the use of aggressive chemicals can be avoided. It is therefore a sustainable option for textile finishing.
- Reduction of shrinkage and deformation
- More uniform structure and better dimensional stability
- Optimization of haptics, softness or absorbency
Impregnation
Impregnation provides lasting protection through targeted chemical treatment. Depending on the requirements, we can provide nonwovens with deep protection even for extreme conditions. By using different chemicals, we can optimally meet your specific requirements in terms of functionality, durability and safety.
- Flame retardancy, water or oil resistance for technical textiles
- Increased resistance to chemicals
- Hydrophobic, hydrophilic or antibacterial effect

Printing
Printing on technical nonwovens combines functionality with aesthetics and also allows information to be conveyed. Whether for advertising purposes, functional improvements or technical requirements, with printed nonwovens we considerably expand the range of applications and offer clear economic and practical advantages. Our printing processes also meet the latest technical standards.
- Visible branding for packaging and textiles
- Functional prints (e.g. antibacterial layers, conductive inks for smart textiles)
- Safety markings or similar notices
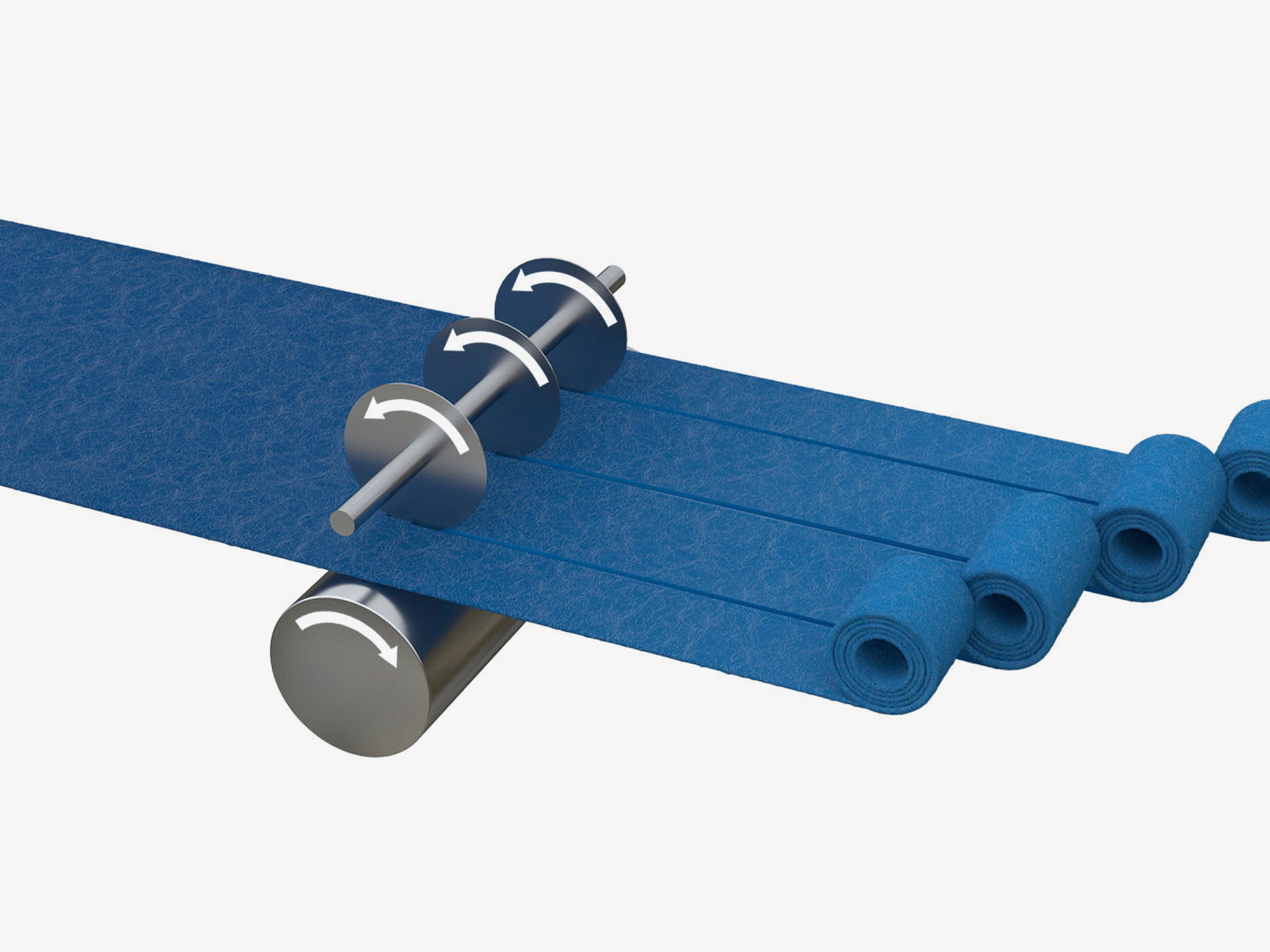
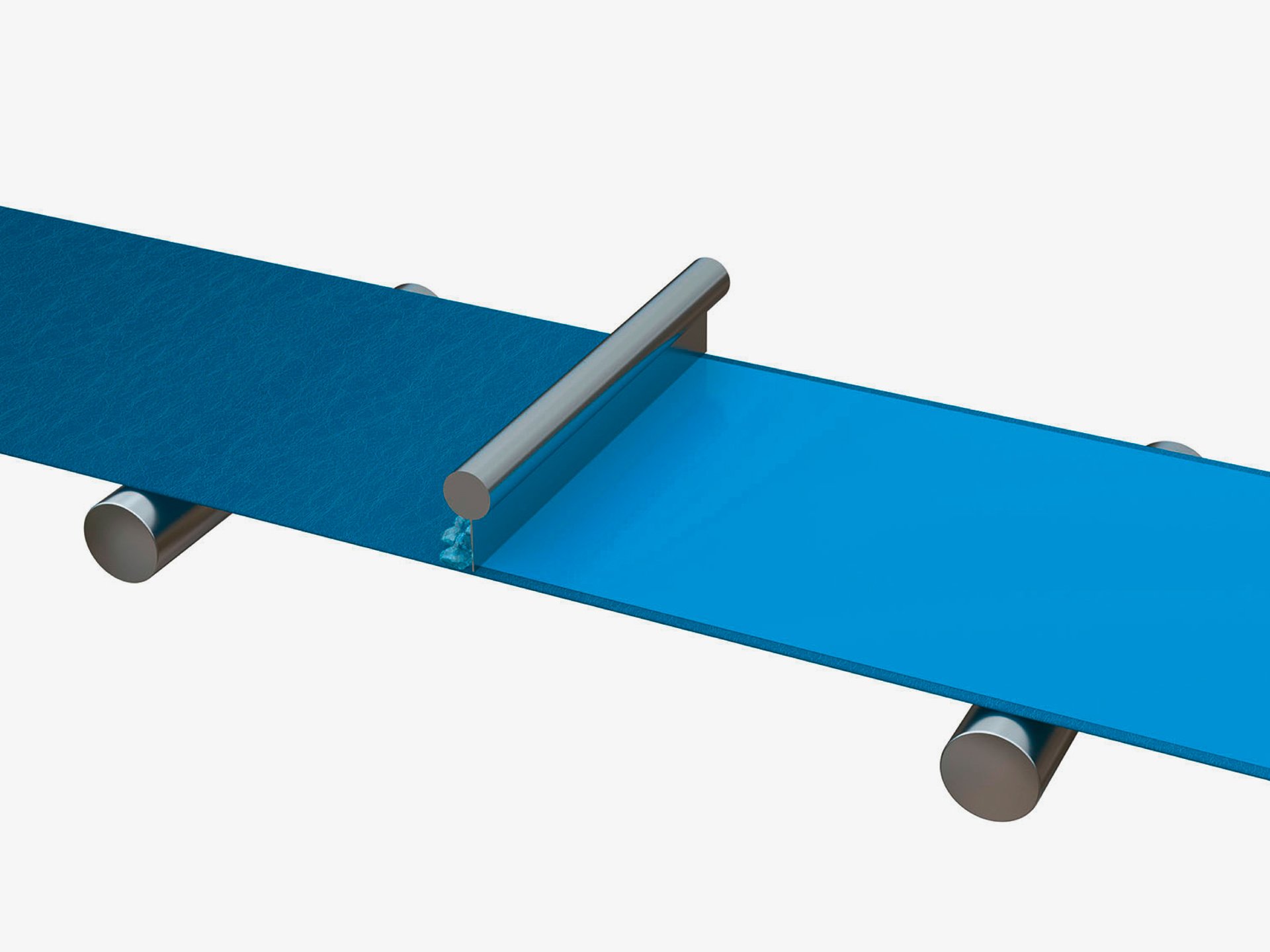
Converting
We are one of the few nonwoven manufacturers to offer you a comprehensive range of additional services. These include precise cutting so that you can manufacture your end products accurately and efficiently. We offer a wide range of cutting and punching processes.
- Highest quality, functionality and direct further processing options
- Practical and economic benefits by meeting specific requirements
- Minimization of your production waste and improvement of material cycles
Laminating
With our lamination processes, we precisely combine several layers of material to improve mechanical strength, moisture resistance and filtration efficiency. This process makes it possible to combine different nonwoven layers and materials to achieve individual properties:
- Breathable, waterproof or heavy-duty nonwovens
- Increased durability and longevity
- Improved filtration performance through activated carbon laminates
Coating
With our coating solutions, we provide your applications with additional functionalities and customized properties. The application of special layers makes nonwovens more efficient and durable. This means that they are particularly suitable for protective clothing, air filters or technically demanding textiles.
- Improved dirt repellency against water, oil and chemicals
- Breathable textiles thanks to membrane coating
- Antibacterial properties or electrical conductivity
Calendering
With our highly developed calendering processes, we produce smooth, stable and/or optically optimized surfaces. By pressing between heated rollers, we are able to specifically adjust the material thickness as well as the mechanical strength or softness of the nonwovens via the welding surface and geometry.
- Increased tear resistance, density and stability
- Haptic optimization through smooth or embossed surfaces
- Reduction of porosity
Steaming
Steaming nonwovens is an efficient and environmentally friendly method of improving their properties. Among other things, it represents an alternative to chemical treatments, as the use of aggressive chemicals can be avoided. It is therefore a sustainable option for textile finishing.
- Reduction of shrinkage and deformation
- More uniform structure and better dimensional stability
- Optimization of haptics, softness or absorbency
Impregnation
Impregnation provides lasting protection through targeted chemical treatment. Depending on the requirements, we can provide nonwovens with deep protection even for extreme conditions. By using different chemicals, we can optimally meet your specific requirements in terms of functionality, durability and safety.
- Flame retardancy, water or oil resistance for technical textiles
- Increased resistance to chemicals
- Hydrophobic, hydrophilic or antibacterial effect
Printing
Printing on technical nonwovens combines functionality with aesthetics and also allows information to be conveyed. Whether for advertising purposes, functional improvements or technical requirements, with printed nonwovens we considerably expand the range of applications and offer clear economic and practical advantages. Our printing processes also meet the latest technical standards.
- Visible branding for packaging and textiles
- Functional prints (e.g. antibacterial layers, conductive inks for smart textiles)
- Safety markings or similar notices
Converting
We are one of the few nonwoven manufacturers to offer you a comprehensive range of additional services. These include precise cutting so that you can manufacture your end products accurately and efficiently. We offer a wide range of cutting and punching processes.
- Highest quality, functionality and direct further processing options
- Practical and economic benefits by meeting specific requirements
- Minimization of your production waste and improvement of material cycles
4. Unsere Möglichkeiten für Verbundmaterialien
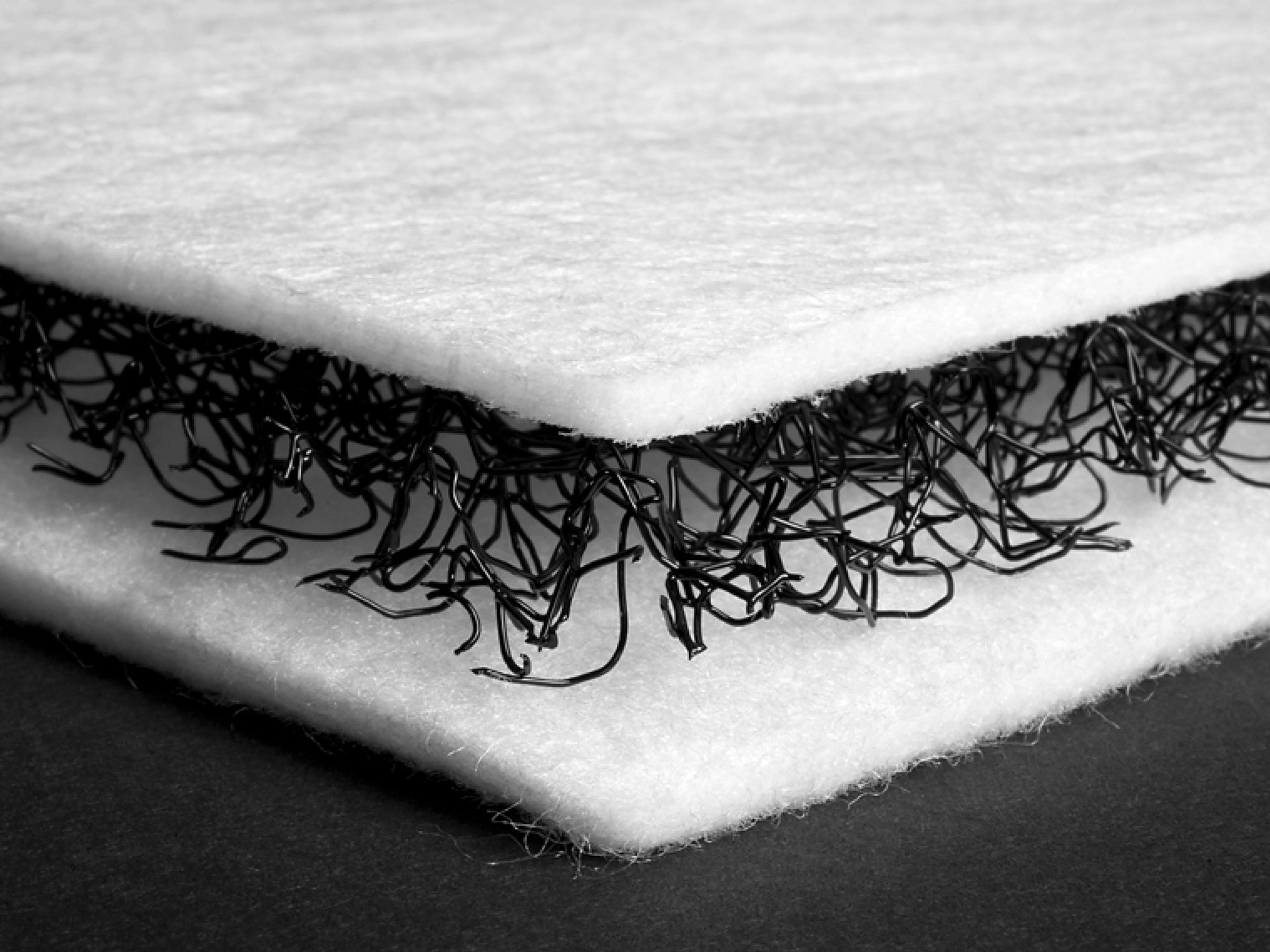
Kundenspezifische Lösungen zählen zu unseren Kernkompetenzen. Darum bieten wir Ihnen auch individuell konfigurierte Verbundmaterialien, die durch die Kombination verschiedener Vlieslagen oder anderer textilen Flächenwaren entstehen. Als einziges Unternehmen, das nahezu alle relevanten Technologien beherrscht, können wir inline verschiedene Technologien kombinieren oder verschiedene Lagen verbinden, etwa durch Vernadelung oder Laminierung von Vliesstoffen mit Schäumen und Folien. Genauso liefern wir Ihnen einzelne Lagen, die optimal für Ihren weiteren Verarbeiungsprozess ausgestattet sind – mit unseren maßgeschneiderten Lösungen können wir maximal flexibel Ihre Anforderungen umsetzen.
Oberflächenvliesstoffe
Für Hochleistungsanwendungen und besondere Anforderungen haben wir speziell entwickelte dünne Vliesstoffe entwickelt. Wir verbessern damit die Oberflächen oder das Finish der Verbundwerkstoffe bei Ihren Anwendungen oder helfen dabei, Funktionen zu erweitern, Materialien zu homogenisieren oder einen zusätzlichen Schutz sicher zu stellen.
- Bessere Lackier- und Beschichtbarkeit
- Reduktion von Mikrorissen
- Korrossionsschutz, Chemikalien- und Wärmebeständigkeit
- Erhöhte Adhäsion zwischen Matrix und Verstärkungsfasern